 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 [ 126 ] 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
Токарно-револьверные станки широко применяют для групповой обработки заготовок (особенно в мелкосерийном производстве). При разработке технологического процесса необходимо учесть следующие рекомендации: не следует совмещать черновую обработку с чистовой, так как это отражается на работе инструмента для чистовой обработки; обработку отверстий проводить инструментом, установленным в револьверной головке; проходные, подрезные и фасонные резцы крепить в резцедержателе поперечного суппорта; совмещать переходы, т. е. проводить обработку одновременно режущими инструментами, установленными в поперечном суппорте и револьверной головке или использовать комбинированные инструменты; для уменьшения увода сверла сверлить отверстия после предварительной подрезки торна н центрования; отверстия по 12-му квалитету с допускаемыми биениями в пределах допуска на изготовление обрабатывать простыми и комбинированными зенкерами; при более жестком допуске биений расточку следует проводить резцами с поддерживающей скалкой, входящей в специальную втулку, укрепленную на передней бабке станка, или применять расточные скалки или зенкеры с передней направляющей; для уменьшения разбивки отверстий крепить развертки в плавающих патронах; при использовании в револьверной голрвке только части гнезд в свободные гнезда устанавливать дублирующие комплекты инструментов, что позволит несколько раз повторить цикл обработки за полный оборот головки; применять патроны для быстросменного крепления инструмента, если в револьверной головке не устанавливаются все необходимые для обработки инструменты; ИзгогпоВляемая деталь Заготовка^ пруток 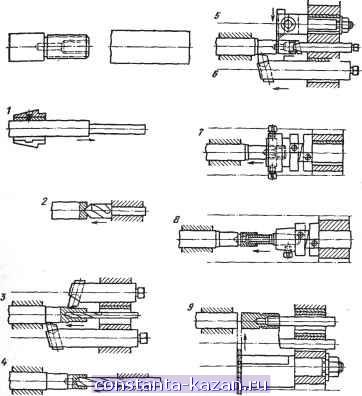 Рио. 1. Схема обработки заготовки на токарно-револьверном станке с горизонтальной осью вращения револьверной головки: 1 - подача прутка до упора; 2 - центрование; 3 - обтачивание двух поверх-востей и сверление; 4 - рассверливание отверстия; 5 - протачивание канавки; 6 -снятие фаски н чистовое точение; 7 -нарезание наружной резьбы; 5 - нарезание внутренней резьбы; 9 - отрезка Из готоВляена я   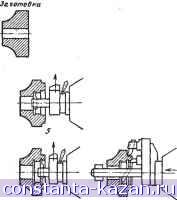 Рис. 2. Схема обработки детали на токарно-револьверном станке с вертикальной осью вращения револьверной головки: I - закрепление заготовки; 2 - подрезание торца; 3 - обтачивание двух наружных диаметров и внутреннего; -i - растачивание двух внутренни. поверхностей; J - протачивание первой канавки; 6 - протачивание второй канавки; 7 - чистовая обработка внутренней поверхности, снятие фаски и обтачивание ступеньки для сокращения времени на подналадку производить регулировку инструмента вне станка, использовать легкосменные блоки инструментов или производить смену револьверной головки в сборе с инструментами; для получения качественной резьбы в начальный момент резьбо-нарезания обеспечить принудительную подачу револьверной головки с инструментами, близкую к шагу резьбы, а затем отключить ее: резьбу 6-й степени точности нарезают нерегулируемыми инструментами (метчиками, плашками), резьбу 4-й степени точности регулируемыми инструментами (резьбонарезными и накатными головками). Обработка на токарно-револьверных станках ведется по методу автоматического получения размеров, т. е. станок предварительно настраивают на изготовление определенной детали или группы деталей (при групповой обработке). Настройку ведут с использованием продольных и поперечных упоров. При вьшолнении каждого перехода длину рабочих ходов инструментов определяют по схеме обработки детали (рис. 1 и 2). |
|||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |