 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 [ 128 ] 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
Примечание. При использовании твердосплавного инструмента скорость резания можно увеличить в 1,5 - 2 раза. На каждом переходе или позиции обработку проводят при постоянной частоте вращения шпинделя. Подачу S выбирают для каждого инструмента. При многоинструментальной наладке подача общая и наименьшая для всех инструментов. Рабочие числа оборотов и рассчитывают по формуле и = = S + An. Значение п показывает, сколько оборотов делает шпиндель автомата за время вьшолнения соответствующего рабочего хода, где Д и - добавочное число оборотов шпинделя (после прекращения подачи), необходимое для зачистки поверхности; Ди = 2-5 оборотов. В том случае, когда часть рабочих переходов вьшолняют при других частотах вращения шпинделя, и для них определяют по формуле и = KI/S, где К - коэффициент приведения, равный п^ /п^ . Остальные этапы расчета наладки разобраны для каждого вша автомата отдельно с учетом специфики каждого из них. Обработка иа одношпнндельиых токарных автоматах продо.чьного точения. Одношпиндельные автоматы продольного точения (рис. 3) применяют при крупносерийном и массовом производстве деталей из холоднотянутых калиброванных прутеов диаметром 3 - 25 мм. Автоматы предназначены для обработки методом продольного точения заготовок с большим отношением длины к диаметру. При сочетании продольной подачи прутка и поперечной подачи инструментов, расположенных на поперечных суппортах, можно обрабатывать детали сложной конфигурации. Продольная подача осуществляется перемещением шпиндельной бабки или пиноли шпинделя. В резуль- 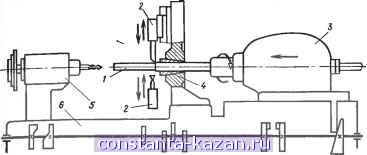 Рис. 3. Схема работы автомата продольного точения: / - пруток; 2 - суппорты с инструментами; 3 - шпиндельная бабка; 4 - люнет; 5 - дополнительное приспособление; 6 - распределительный вал с кулачками тате согласованных движений прутка и резцов получают цилиндрические, конусные, сферические поверхности. Применяя только один резец, можно получить детали разнообразной формы. Перед резцами устанавливают люнет, воспринимающий усилия резания и обеспечивающий высокую точность обработки. С помощью дополнительных приспособлений на автоматах выполняют сверление, нарезание резьбы, прорезку шлицев. Рабочие и вспомогательные ходы инструментов осуществляются от кулачков, расположенных на распределительном валу. На автоматах различных классов точности получают детали, точность которых соответствует квалитетам: 9-му по диаметру и 11-му по длине - автоматы обьиной точности; 7 -8-му по диаметру и 9-му по длине - автоматы высокой точности; 6-му по диаметру и 7-му по длине - автоматы особо высокой точности. Параметр шероховатости обрабатываемых поверхностей Ra = 1,25 4-0,63 мкм. Изготовляют автоматы продольного точения моделей: ПОЗА, 1-Б10В, ШОбВ, 1М06ДА, 1М06А, 1М10В, 1М10ДВ, 1М10РВ, 1М10ЕВ, 1М10А, 1М10РА, 1М10ДА, 11Т16В, 11Т16РВ, 11Т16УВ, 11Т16А, 1Д25В, 1Д25П и др. Они снабжены устройствами для переноски деталей, ловителями готовых деталей, магазинами для загрузки прутка. В автоматах продольного точения пруток имеет левое вращение Чпо часовой стрелке). Это значит, что невращающейся плашкой можно нарезать только левую резьбу. Правую резьбу нарезают методом обгона. При этом шпиндель резьбонарезного устройства должен вращаться в ту же сторону, что и пруток, но с некоторым обгоном, равным скорости нарезания резьбы (рис. 4). После нарезания резьбы шпиндель резьбонарезного устройства тормозится - происходит автоматическое свинчивание плашки (метчика). Аналогично при невращаю- 55. Ориентировочные значения подач (мм/об), рекомендуемые при работе инструментами из быстрорежущей стали
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |