 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 [ 130 ] 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 шпиндепь Шпиндель бабки 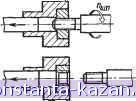 Рис. 4. Схема нарезания резьбы методом обгона 56. Поправочные коэффициенты к табличным значениям подач (см. табл. 55) в зависимости от обрабатываемого материала
Примечание. При изготовлении деталей из приведенных в таблице марок сталей на поправочные коэффициенты умножаются численные значения подач, выбранных по табл. 55 при обработке стали; при изготовлении деталей из алюминия, его сплавов и бронзы - численные значения подач, необходимых для обработки латуни. щемся шпинделе сверлильного приспособления работу можно проводить левыми сверлами. Если необходимо использовать правые сверша, то шпинделю приспособления сообщают вращение с частотой, превышающей частоту вращения автомата с прутком. Для крепления ре&ущих инструментов на автоматах продольного точения имеются лишь специальные державки для фасонных резцов и центровочных сверл, устанавливаемые на поперечных суппортах. Порядок расчета наладки автоматов продольного точения: 1. Выбор заготовки (табл. 5.7). 2. Выбор марки автомата (см. табл. 3, гл. 5 раздела П). 3. Разработка технологического процесса обработки детали (схема обработки), выбор инструментов и приспособлений, составление схемы расположения инструментов (рис. 5). 57. Основные (наибольшие) размеры (мм) устанавливаемых прутка резца для токарно-продольных автоматов
4. Определение длины / рабочих и вспомогательных перемещений инструментов и детали. В общем виде I = Г + А, где / - длина обработки, мм; Д - гарантированный зазор между обрабатываемой поверхностью и инструментом, мм. 5. Определение высоты подъема или спада кривой на кулачке: h = Н, где i - передаточное отношение плеч рычагов, связывающих кулачок и исполнительный орган. 6. Выбор режимов резания (см. Общие требования к расчету наладки автоматов ). 7. Определение числа и оборотов шпинделя, необходимых для вьшолнения технологического перехода, и 2и: п= IjS + An, где I - длина хода инструмента или шпиндельной бабки jc заготовкой (прутком), мм; S - рабочая подача, мм/об; Ди - добавочное число оборотов шпинделя (пауза), необходимое для зачистки поверхности заготовки; Дк = 2 -г 5 оборотов. При определении Zn учитывают несовмещенные (неперекрывае-мые) числа оборотов шпинделя. 8. Определение ориентировочной производительности (шт/мин) автомата е = (0,7-ьО,8)Ишп/£и- 9. Определение углов Р поворота кулачка за период выполнения вспомогательных ходов и Sp, Углы вспомогательных Ходов Р кулачка зависят от производительности Q автомата, высоты подъема или спада кривой на кулачке. Данные для определения Р имеются в паспорте автомата. При малой его производительности углы Р выбирают минималь-ньпии, чтобы уменьшить время вспомогательных ходов. При большой производительности принимают большие значения Р для снижения инерционных нагрузок в механизмах автомата. Кулачки зажима и разжима прутка постоянны при обработке любых деталей на данном автомате. При определении SP суммируют углы для всех несовмещенных вспомогательных ходов. т 2Д Ч ч ш  Рис. 5. Схема обработки заготовки на автомате продольного точения: /- подвод проходного резца; - обтачивание поверхности диаметром 1,4 мм; / - отвод проходного резца к поверхности диаметром 2,5 мм; W - обтачивание поверхности диаметром 2,5 мм; F-отвод проходного резца; VI - протачивание канавки; VII - обтачивание поверхности диаметром 3 мм; VIII - отвод канавочного резца; /А - протачивание канавки; А - обтачивание поверхности диаметром 2,5 мм на длине 4 мм; А7-отвод канавочного резца; JT -подвод отрезного резца; ЛГ /- отрезка с одновременным получением конических поверхностей |
|||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |