 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 [ 131 ] 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 10. Определение углов Ха == 360° - Zp для всех несовмещенных рабочих ходов и угла а = иХа/ЗЕи для каждого рабочего хода. Для построения кулачков необходимо найти а для всех рабочих ходов, как несовмещенных, так и совмещенных. И. Определение окончательного времени на изготовление детали и штучной производительности автомата. По формуле Иц = InZn/Ta вычисляют число оборотов, необходимое для получения детали. Тогда время (с) полной обработки детали Г = ИцбО/Ищт.п- Производительность (шт/мин) автомата бц = 60/ Т. Так как полную обработку заготовки выполняют за один оборот распределительного вала, то Прс.в = 6ц- По таблице, приведенной в паспорте автомата, для полученных и Прс.в находят ближайшее Ирас.в> на которое можно настроить автомат. В соответствии с табличным значением п^ уточняют значения Иц и 7? Данные расчетов записывают в карту наладки автомата. По данным карты наладки может быть построена циклограмма работы автомата. 12. Построение кулачков автоматов продольного точения на основе данных карты наладки и размеров заготовок кулачков (рис. 6), приведенных в паспорте автомата и частично в табл. 58. Все кулачки на распределительном валу, как и шпиндель автомата, имеют левое вращение (по часовой стрелке), поэтому значения углов, соответствующие отдельным переходам, откладывают от нуля Б направлении против часовой стрелки. Рис. 6. Заготовка кулачка для автомата продольного точения  Построение кулачков следует начинать с максимального или минимального радиуса кулачка. Например, на кулачке шпиндельной бабки максимальная точка соответствует моменту отвода шпиндельной бабки для захвата прутка, для кулачка балансира - моменту окончания отрезки. Начальный Р„ и конечный радиусы кулачков определяют для каждого перехода. Кулачки профилируют в пределах между минимальным и максимальным радиусами. Для дисковых кулачков участки рабочих ходов очерчивают по архимедовой спирали, для кулачков барабанного типа - по прямой. Участки вспомогательных ходов очерчивают по шаблонам, прилагаемым к паспорту станка, или по прямой. Обработка на токарно-револьверных автоматах. Токарно-револьверные автоматы предназначены для изготовления деталей сложной формы по 8-11-му квалитетам с параметрами шероховатости Ra = 2,5 ч- 0,63 мкм. 58. Размеры (мм) для построения кулачков автоматов продольного точения (см. рис. 6)
Принцип работы токарно-револьверного автомата показан на рис. 7. Заготовку-пруток размещают в шпиндельной бабке, которая установлена на станине жестко и в продольном направлении не перемещается. Шпиндель автомата имеет вращения: левое (по часовой стрелке) - при обтачивании и правое (против часовой стрелки) - Рис. 7. Схема работы токарно - револьверного автомата: / - пруток; 2 - шпиндельная бабка; 3 - поперечные суппорты; 4 - револьверная головка; 5-продольный (револьверный) суппорт; 6 - инструменты 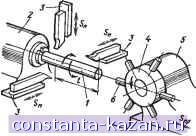 при нарезании резьбы невращающимся резьбонарезным инструментом, устанавливаемым в револьверной головке. В автомате предусмотрены два или три (реже четыре) поперечных суппорта, совершающих поперечную подачу Sn, и один продольный револьверный суппорт, на котором установлена шестипозиционная револьверная головка с инструментами для обработки с продольной подачей 5пр. В одном из гнезд револьверной головки устанавливают упор, благодаря которому пруток подается на необходимую длину, равную сумме длины обрабатываемой заготовки и ширины отрезного резца. Большинство рабочих операций выполняют при левом вращении шпинделя; нарезания резьбы, развертывание и некоторые другие операции - при более медленном правом вращении. Переключение направлений вращения шпинделя осуществляется автоматически. Всеми действиями автомата управляют с помощью кулачков, установленных на распределительном валу. Готовую деталь получают за один оборот распределительного вала. После отрезки детали и отхода отрезного резца пруток быстро подается до упора, затем проводится последовательная обработка заготовки режущими инструментами, установленными в рабочую позицию, при периодическом повороте револьверной головки и инструментами поперечных суппортов. В автоматах скорости вращения шпинделя переключаются автоматически. Порядок расчета наладки токарно-револьверных автоматов: 1. Выбор заготовки. 2. Выбор автомата (см. табл. 3, гл. 5 раздела II). 3. Разработка технологического процесса обработки (составление схемы обработки). Схема обработки показана на рис. 8. В соответствии с этой схемой и по табл. 59 выбирают необходимые инструменты и порядок их расположения на суппортах. Соответствующие державки и приспособления подбирают по паспорту станка и ГОСТам (табл. 60). 4. Определение длины / хода инструментов. 5. Расчет расстояния L между торцом шпинделя и револьверной головкой. - Расстояние L находят для всех позиций головки. Оно складывается (рис. 9) из длины /в выступающей части прутка, расстояния |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |