 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 [ 136 ] 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 ОБРАБОТКА НА ВЕРТИКАЛЬНЫХ МНОГОШПИНДЕЛЬНЫХ ТОКАРНЫХ ПОЛУАВТОМАТАХ Вертикальные многошпиндельные токарные полуавтоматы по принципу работы подразделяют на полуавтоматы последовательного и параллельного (непрерывного) действия. На многошпиндельных полуавтоматах последовательного действия обрабатывают шестерни, фланцы, муфты, шкивы, ступицы и другие детали, а также вьшолняют обтачивание цилиндрических и конических Поверхностей, растачивание отверстий, вытачивание канавок, сверление, зенкерование и развертывание отверстий, как расположенных на оси вращения, так и вне ее. Заготовки закрепляют в патронах или специальных приспособлениях. Точность диаметральных размеров поверхностей, получаемых на полуавтоматах последовательного действия, соответствует 6 -9-му квалитету; при 3toivi точность во многом зависит от правильного выбора наладки и технологической оснастки. Схема работы полуавтомата последовательного действия приведена на рис. 15. Заготовки крепят в патронах вращающихся вертикальных шпинделей. Все шпиндели расположены на общем шпиндельном блоке, выполненном в виде поворотного стола. При повороте стола шпиндели с заготовками перемещаются иа следующие 1юзиции, где обработка продолжается другой группой инструментов. Во время поворота стола шпиндели не вращаются. Обработка в каждой позиции осуществляется после поворота стола с заготовками. На первой позиции готовая деталь снимается и устанавливается новая заготовка. Шпиндель в первой позиции не вращается. Обрабатывающий инструмент устанавливают в продольных суппортах, смонтированных на поверхностях колонны. Для получения поперечной подачи инструментов используют специальные суппорты, в которых продольное движение преобразуется в поперечное. За один оборот стола заготовки последовательно перемещаются с одной позиции на другую, подвергаясь полной обработке (рис. 16). Время одного цикла работы этих полуавтоматов складывается из времени обработки на наиболее трудоемкой позиции и времени, необходимого на вьшолнение вспомогательных ходов (поворот и фиксацию стола, подвод и отвод инструментов и др.). Многошпиндельные токарные полуавтоматы параллельного деи-ствич предназначены для получения деталей сравнительно несложной формы. При обработке заготовки устанавливают в центрах или патроне. В центрах обрабатывают заготовки типа валов и барабанов. На полуавтоматах данного типа обеспечивается точность размеров по 11-му квалитету, а при использовании специального инструмента -7 -10-му квалитету. Операции, выполняемые на полуавтоматах: растачивание, обтачивание, подрезание торцовых поверхностей и другие виды работ. вив А 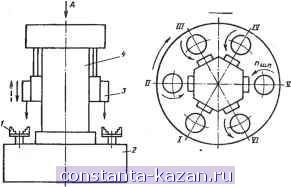 Рис. 15. Схема работы многошпиндельного вертикального полуавтомата последовательного действия: 7-патрон для закрепления заготовки; 2 - поворотный стол; J - суппорт; 4 - колонка; I-VI - позиция полуавтомата Вертикальные многошпиндельные полуавтоматы параллельного действия (рис. 17) построены по принципу роторных автоматов. Закрепленные и вращающиеся в шпинделях заготовки и суппорты с инструментами установлены на общей карусели, которая в процессе работы станка поворачивается. Время поворота карусели должно быть равно времени обработки заготовки. Производительность же автомата равна отношению времени поворота карусели к числу позиций в полуавтомате. Суппорты на каждой позиции оснащают одной и той же наладкой инструментов и с их помощью выполняют в одной и той же технологической последовательности обработку заготовки. Привод суппортов осуществляется от одной группы неподвижных кулачков при вращении карусели вокруг колонны. Съем готовой детали и установка новой заготовки на этих полуавтоматах производятся на ходу, когда очередная позиция со шпинделем проходит мимо рабочего в зоне загрузки. При подходе к этой зоне вращение щпинделя с деталью прекращается, а суппорт отходит в верхнее положение. Разновидность полуавтоматов параллельного действия - прерывистое вращение карусели с остановкой для съема готовой детали и установки заготовки. Во время этой остановки выключается вращение только шпинделя загрузочной позиции, на остальных позициях, благодаря индивидуальным приводам вращения шпинделя и подачи суппорта, обработка заготовок продолжается. На рис. 18 показана последовательность обработки заготовки на многошпиндельном полуавтомате параллельного действия. 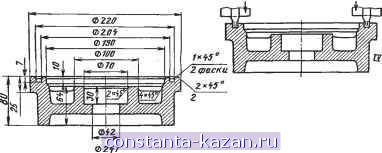 Заготовка
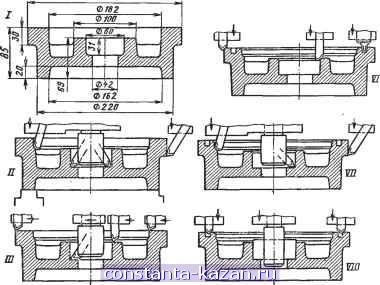 Рис. 16. Схема получения детали на вертикальном миогошпин- дельном полуавтомате последовательного действия: /-установка заготовки; -предварительные обтачивание поверхности диаметром 240 мм и растачивание отверстия диаметром 190 и 70 мм; /-предварительная подрезка торцов; /К- предварительная проточка канавки на торце; F - окончательная подрезка торцов и снятие фаски; F/ - окончательная проточка канавки и снятие фасок; F - окончательное обтачивание поверхности диаметром 240 мм и окончательное растачивание отверстия диаметром 190 мм и предварительное растачивание отверстия диаметром 70 мм; F /- развертывание отверстия диаметром 70 мм и снятие фасок |
||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |