 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 [ 137 ] 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319  Рис. 17. Схема работы вертикального многошпиндельного полуавтомата параллельного действия: I - патрон для закрепления заготовок; 2 - cjunopr; J - неподвижная колонна; - неподвижный кулачок; 7- F/-позиции полуавтомата . Особенности обработки на вертикальных многошпиндельных токарных полуавтоматах: 1. Применяют для обработки больших партий одинаковых заготовок в крупносерийном и массовом производстве. 2. Заготовки загружают и снимают готовые детали вручную, все остальные операции выполняются автоматически. Время на установку заготовки и съем готовой детали при наладке не учитывают. 3. У большинства изготавливаемых деталей длина меньше диаметра, поэтому детали закрепляют в патронах шпинделей. На некоторых полуавтоматах заготовки типа ступенчатых валов обрабатывают в центрах. 4. Все операции технологического процесса обработки заготовки разделяют равномерно между всеми рабочими позициями. 5. Миогошпиндельные полуавтоматы последовательного действия при обработке сравнительно простых деталей с небольшим числом переходов налаживают на двух- (рис. 19) и трехцикловую работу. При этом можно обрабатывать детали с двух сторон с поворотом или обрабатывать однотипные детали. 6. Поверхности большой длины следует для уменьшения времени обработки делить на участки и выполнять обработку на двух-трех позициях. 7. Чтобы резец не оставлял царапин на обрабатываемой поверхности при обратном ходе суппорта, в том случае когда необходимо получить высокую точность и малую шероховатость этой Поверхности, применяют специальные копирные державки для отвода инструментов в конце рабочего хода. 8. Обработку точных отверстий и наружных поверхностей на 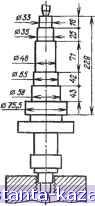 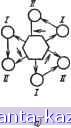 I eioo.7  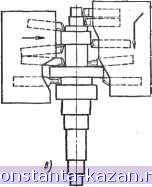 Рис. 18. Схема обработки детали на вертикальном многошпиндельном полуавтомате параллельного действия для двухцикловой обработки ступенчатого валика: а - схема расположения позиций полуавтомата; б - обработка валика с одной стороны; е - обработка валика с другой стороны полуавтоматах последовательного действия следует проводить специальными плавающими головками. 9. Соосно расположенные отверстая обрабатывают на одних и тех же позициях, чтобы исключить влияние на соосность погрешности от поворота стола, которая достигает 0,03 мм. 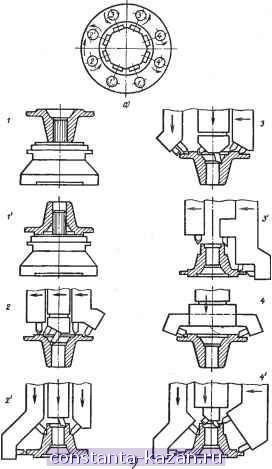 Рис. 19, Схема обработки фланца на вертикальном многошпин-дбльном полуавтомате последовательного действия для двухцикло- вой обработки: о-схема расположения позиций полуавтомата; б - последовательность обработки фланца; 1 и Г - загрузочные позиции, 2, 3 и 4 - обработка фланца с одной стороны; 2, 3 та 4 - обработка фланца с другой стороны |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |