 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 [ 139 ] 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 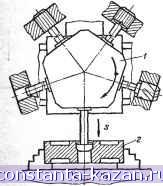 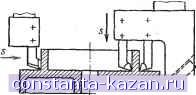 Рис. 21. Схема обработки заготовки на токарно-карусельном станке с использованием револьверной головки: / - револьверная головка: 2 - заготовка Рис. 22. Одновременная обработка наружных и внутренних цилиндрических поверхностей на токарно-карусельном станке установочных баз используют только обработанные поверхности (чистовые базы). 3. При обработке с одного установа обеспечивается высокая концентричность наружной и внутренней цилиндрических поверхностей. Базирование по наружной поверхности обеспечивает передачу большего крутящего момента, но точность по соосности с отверстием снижается. 4. При чистовом обтачивании на карусельных станках получают поверхности, точность которых соответствует 7 -9-му квалитету, а шероховатость поверхности от Яг = 20 -=- 10 до Ra = 2,5 -=- 1,25 мкм. Обработка широким резцом обеспечивает получение поверхностей шероховатостью Ra = 1,25 0,63 мкм; при обкатке роликами шероховатость поверхности Рд = 0,630,16 мкм, при отделке поверхности колеблющимися брусками Ra = 0,16 0,02 мкм. 5. При использовании индикаторных упоров обеспечивается точность линейных размеров до 0,05 мм на длине 500 мм. 6. Отверстия диаметром до 250 мм обычно обрабатьшают на станках с револьверной головкой (рис. 21). Весь необходимый режущий инструмент устанавливают в гнездах револьверной головки в соответствии с разработанным технологическим процессом обработки заготовки. 7. Отверстия диаметром более 250 мм обрабатывают растачиванием. Для сокращения времени обработки рекомендуется растачивание и обтачивание больших по размерам поверхностей вести при одновременном использовании двух и более суппортов (рис. 22). СПИСОК ЛИТЕРАТУРЫ 1. Камышный Н. И., Стародубов В. С. Конструкция и наладка токарных автоматов и полуавтоматов. 3-е изд. М.: Высшая школа, 1983. 272 с. 2. Наладка одношпиндельных токарных автоматов: Справочное пособие/А. Я. Пожитков, Е. С. Сафро, И. Д. Волпянский, М. В. Соловейчик. Л.: Машиностроение, 1978. 192 с. 3. Общемашиностроительные нормативы режимов резания, норм износа и расхода резцов, сверл и фрез при обработке неметаллических конструкционных материалов (пластмасс). М.: НИИИнформа-ции по машиностроению, 1982. 144 с. 4. Режимы резания труднообрабатываемых материалов: Справочник. 2-е изд., перераб. и доп., М: Машиностроение, 1986. 240 с. 5. Справочник по наладке токарных и токарно-револьверных автоматов/А. А. Оганян, Э. М. Родинский, Л. Б. Гай, Г. Д. Райвид. М.: Машиностроение, 1983. 383 с. 6. Справочник технолога-приборостроителя. Т. 1/Под ред. П. В. Сы-роватченко. 2-е изд. М.: Машиностроение, 1980. 607 с. 7. Справочник технолога-машиностроителя. Т. 1/Под ред. А. Г. Ко-силовой и Р. К. Мещерякова. 4-е изд. М.: Машиностроение, 1985. 655 с. 8. Фомин С. Ф. Наладка одношпиндельных токарных автоматов. М.: Машиностроение, 1969. 226 с. ГЛАВА 7 ОБРАБОТКА ОТВЕРСТИЙ ОСЕВЫМ ИНСТРУМЕНТОМ При обработке отверстий используют различные виды осевого инструмента. Последовательность и число выполняемых им операций зависят от требуемой точности отверстия, его диаметра, шероховатости поверхности, а также от того, обрабатывается отверстие в сплошном материале или полученное в литой или штампованной заготовке (табл. 1). Сверла. Основные размеры, геометрические параметры режущей части сверл приведены в табл. 2-7. Зенкеры и зенковки. Основные размеры, геометрические параметры режущей части зенкеров и зенковок приведены в табл. 8 и 9. 8. Перед зенкерованием и растачиванием отверстий в заготовках, полученных литьем или штамповкой, рекомендуется для повьппения стойкости инструментов обточить верхний торец заготовки резцом, закрепленным в боковом суппорте. Для направления зенкера отверстия растачивают на 1/3 его длины. 9. Заготовки типа колец можно обрабатывать одновременно, устанавливая их пакетом в многоместном пристюсоблении. 1 Последовательность обработки отверстий с использованием сверления, зенкерования и развертывания
2. Стандартизованвые типы спиральных сверл и их основные размеры Основные размеры, мм С цилиндрическим хвостовиком серии: длинной Ь средней короткой с цилиндрическим хвостовиком для труднообрабатываемых материалов серии: федней короткой 886-77 10902-77 4010-77 20695-75 20694-75 1,0-20 0,3-20 0,5-20 3,0-10 3,0-10 56-254 19-205 20-131 60-135 45-90 33-166 3-140 3-66 32-90 16-45 |
|||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |