 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 [ 153 ] 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
Примечания: 1. Режущая часть сверла должна быть оснащена режущими пластинками из твердого сплава Т5К10 (Т15К6, ВК8) и направляющими пластинками из твердого сплава Т14К8. Геометрические параметры зжекториых сверл по ТУ 2-035-857-81. 2. Рабочую часть головки сверла выполняют литьем из стали 40ХФЛ. 3. Хвостовик изготовляют из стали 40Х или ЗОХГСА. 4. Трубы длиной / и /; (мм) (комплект из наружной и внутренней труб) вьшолняют четырех исполнений: 270 300 400 430 630 660 1070 1100 43. Режимы резания при обработке OTBqtCTuii эжекторными сверлами [глубина сверления (2 -i-10) D]
Примечания: 1. й-диаметр сверла. 2. Расход СОЖ 40-150 л/мин при давлении 1-1,7 МПа. 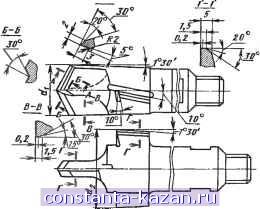 Рис. 1. Цельное сверло-зенкер с последовательной работой ступеней Основные технические требования к станку, инструменту, оснастке при на.чадке оборудования на св>ленне точных глубоких отверстий. Обработка отверстий по 5-6-му квалитету с шероховатостью обрабатываемой поверхности Ra = 1,25 -i- 0,160 мкм и отклонением геометрической формы отверстия в осевом и поперечных сечениях, уводом оси отверстия не более 0,01 мм на длине 100 мм обеспечивается методом глубокого сверления с применением инструмента (сверл) одностороннего резания.   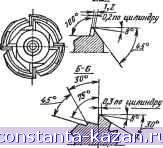 Рис. 2. Двухступенчатый цельный зенкер с чередующимися зубьями Основные технические требования, предъявляемые к инструменту, оборудованию и оснастке: допускаемое радиальное биение рабочей части инструмента относительно поверхности хвостовика не более 0,01 мм при длине инструмента до 30 - 50 мм и 0,03 мм прн большей длине инструмента; обратная конусность в пределах рабочей части инструмента 0,003 - 0,008 мм; шероховатость поверхности калибрующей ленточки и направляющих по цилиндрической части Ra = 0,160 мкм; на станке для глубокого сверления радиальное биение оси посадочного места шпинделя не должно превышать 0,005 мм; допускаемое отклонение от параллельности оси шпинделя и направляющих, а также узла крепления детали (инструмента) и оси шпинделя на длине 100 мм не более 0,005 мм; на станке должно обеспечиваться бесступенчатое регулирование частоты вращения и подач; материал кондукторной втулки - быстрорежущая сталь твердостью HRC 62 - 65; шероховатость обработанной поверхности направляющего отверстия Ra = 0,160 мкм; длина направляющей части кондукторной втулки должна быть равна длине рабочей части шютрумента [не менее (1,5-i-2) D]; системы подачи и фильтрации СОЖ должны обеспечивать: расход СОЖ до 100 л/мин; тонкую фильтрацию жидкости от механических загрязнений (максимальный размер частиц не более 0,005 мм); давление подачи СОЖ до 10 МПа; температуру нагрева СОЖ не более 40-50°С. Основные требования к инструментальной наладке при обработке отверстий эжекторными сверлами. Отклонение от соосности оси кондукторной втулки относительно оси посадочного отверстия под .хвостовик инструмента не должно превьш1ать 0,02 мм. Высота кондукторной втулки должна быть достаточной, чтобы обеспечить циркуляцию СОЖ и эффект эжекции, т. е. высота втулки должна быть на 5 мм больше длины части головки сверла, выступающей из наружной трубы. Максимально допустимый зазор между торцом обрабатываемой детали и торцом кондукторной втулки не более 1 мм. Кондукторную втулку вьшолняют из твердого сплава или быстрорежущей стали. Твердость направляющей поверхности втулки HRC 62 - 65, шероховатость не более Ra = 0,1 мкм. Патроны при эжекторном сверлении отверстий могут устанавливаться как на специальном, так и на универсальном оборудовании. На рис. 3 показаны два вида патронов для эжекторного сверления вращающимся (рис. 3,а) и неподвижным (рис 3,6) инструментом для обработки отверстий диаметром 20 - 60 мм. Патроны оснащены набором зажимных цанг 2 и сальников 3 для установки эжекторных сверл различных диаметров. В патронах возможно создание дополнительного эжекционного эффекта - потоком |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |