 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 [ 159 ] 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Протяжки Комбинированные переменного резания для шлицевых отверстий с прямобочньш! профилем с центрированием по наружному диаметру 24822-81 24823-81 Основные размеры, мм zxdi-xD Протяжки второго Прохода: (8x32x38)4- 900-1300 (8 X 62 X 72) 10 x 72 x 78; 1325-1525 10x82x88 Протяжки первого прохода: (10x72x78)4-(10x82x92) 1050-1450 Протяжки второго прохода: (10x72x78)4- 1050-1500 (10x82x92) Для шлицевых отверстий с эвольвентным профилем с центрированием по наружному диаметру 25157-82 25158-82 25159-82 25160-82 25161-82 Протяжки первого прохода: 12x1; 14x1 400 Протяжки второго прохода: 350 475-1500 12x1; 14x1 (15x1)4-(90x2,5) Протяжки первого прохода: (15х1)4-(90х2,5) I 500-1425 Протяжки второго прохода: 425-1200 1150-1525 (15х1)4-(90х2,5) (45x3) 4-(90x5) Протяжки первого прохода: 90x3,5; (70 x 4) 4-(90 x 5) 1375-1500 Протяжки второго прохода: 90x3,5; (70 x 4) 4-(90 x 5) 1100-1275 Условные обозначения: - ширина шпоночного паза; Z, - общая длина протяжки; rf-диаметр обрабатываемого отверстия; г - число зубьев шлицевого соединения; di и О - соответственно внутренний и наружный диаметры шлицевого соединения; т - модуль. В некоторых случаях применяют прошивки только с выглаживающими зубьями, осуществляющими пластическую деформацию металла без снятия стружки. Калибрование цилиндрических поверхностей заготовок осуществляют вьдлаживающими прошивками из быстрорежущей стали или прошивками с насадными твердосплавными кольцами. Припуск на обработку выглаживающей прошивкой (протяжкой) обычно составляет 0,06 - 0,2 мм на диаметр, а увеличение диаметра (натяг 5) выглаживающих зубьев 0,005 - 0,07 мм (зависит от обрабатываемого материала). Для калибрования боковых поверхностей шлицев зубчатых колес с целью устранения коробления шлицев и усадки отверстия после термической обработки (закалки) применяют комплект выглаживающих прошивок с твердосплавными кольцами. Ширина шлицевых зубьев прошивок комплекта отличается на 0,03 - 0,04 мм. Протягивание наружных поверхностей. При наружном протягивании за одну операцию осуществляют обработку возможно большего числа сопряженных поверхностей заготовки. Для этого отдельные простые протяжки соединяются в протяжные блоки, которые, как правило, состоят из основания, представляющего собой плиту, и смонтированной на нем державки. Основание крепят к ползуну вертикально-протяжного станка сухарями, входящими в Т-образные пазы ползуна. В некоторых конструкциях протяжных блоков основание отсутствует, и державки с закрепленными на них протяжками крепят непосредственно к ползуну вертикально-протяжного станка. Нужное расположение протяжек и державок на основании обеспечивается точно обработанными пазами, уступами, шпонками и упорами, а их регулирование осуществляется регулировочными клиньями. Производительность и себестоимость операции протягивания зависят' не только от схемы срезания припуска и геометрических параметров зубьев протяжки, но в большей степени от конструкции протяжного блока. Конструквдюй блока определяются: параметры качества обработки поверхностей, время на смену затупленных протяжек, способ перетачивания затупившихс Г зубьев и наибольшая эффективность использования инструментального материала. При проектировании блока необходимо учитывать: возможность расчленения сложного профиля заготовки на элементарные участки, обрабатываемые набором простых технологичных протяжек; последовательность расположения протяжек; целесообразность системы под-наладки; обеспечение удобного регулирования протяжек; в случаях высоких требований к параметрам качества обработанной поверхности и ее точности возможность установки клиньев для черновых и чистовых протяжек; направление сил, действующих в процессе протягивания на заготовку (силы должны вызывать мршимальную деформащ1ю нежестких заготовок); способ крепления протяжек на основании, который должен обеспечивать надежность крепления, свободный отвод стружки, минимальные габариты протяжек и быструю их смену. 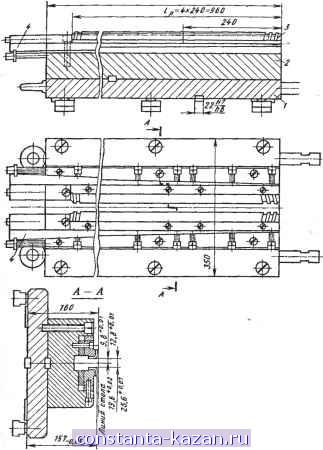 Рис. 2. Инструментальный протяжной блок с последовательной схемой расположения плоских угловых протяжек из быстрорежущей стали Р6М5 для протягивания выступов ведомого диска синхронизатора (материал детали - сталь 65Г): / - основание; 2 -державка; 3 - угловые протяжки; 4 - регулировочные клинья Смену и подналадку протяжек выполняют двумя способами; подналадкой вне станка или тюдналадкой на станке. При первом способе осуществляют смену всего протяжного блока или сменных кассет с протяжками, что повыщает качество сборки протяжного блока и подналадки протяжек, но требует организации специализированного участка. Подналадку протяжек непосредственно на станке выполняют без снятия блоков и кассет. В блоках протяжки могут быть расположены по схемам: параллельной, последовательной или смешанной. |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |