 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 [ 162 ] 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Средняя стойкость протяжек (метры протянутой поверхности) при обработке коррозионно-стойких сталей
Примечания: 1. Большие значения средней стойкости соответствуют большим значениям скорости резания. 2. Данные приведены для протягивания: быстрорежущими протяжками с применением СОЖ (5%-ной эмульсии) и твердосплавными протяжками без СОЖ. 3. Передний (у) и задний (а) углы режущей части протяжек- быстрорежущих у = 10 + 15°, а = 3 -н 5°, твердосплавных у = 10°, а = 3 + 5°. 4. Допустимый износ по задней грани зуба Л, = 0,25 мм. шероховатость поверхности Ra = 0,32-0,16 мкм и отклонения формы и размера протянутого отверстия, соответствующие 6 -7-му квалитету точности размера. Стойкость твердосплавных протяжек и прошивок в 5 - 8 раз выше по сравнению с быстрорежущими протяжками. Средняя стойкость быстрорежущих протяжек при обработке углеродистых и легированных сталей с СОЖ составляет 80 - 250 м протянутой поверхности, а при обработке коррозионно-стойких сталей 15-100 м (табл. 8). Особенности протягивания шлицевых отверстий. При обработке шлицевых отверстий в шестернях, муфтах, втулках, фланцах и тому подобных деталях обычно применяют последовательное протягивание сначала круглой, а затем шлицевой протяжками или протягивание одной шлицевой протяжкой, если обработка внутреннего шлицевого отверстия проводилась осевым инструментом. Точность элементов шлицевого отверстия (симметричность шлицев относительно внутреннего отверстия и соосность внутреннего и наружного диаметров) при такой технологии обработки невысока. Обработка шлицевого отверстия комбинированной протяжкой повышает точность обработанной детали и снижает трудоемкость операции протягивания. При больших припусках на протягивание внутреннего цилиндрического отверстия, большой глубине шлицев или при значительной длине заготовки протягивание вьшолняют комплектом протяжек. В комбинированной протяжке предусматривают круглые, шлицевые и фасочные зубья. Круглые и шлицевые зубья подразделяются на черновые, чистовые и калибрующие. Расположение этих зубьев должно обеспечивать такую последовательность срезания припуска, при которой создаются наименьшая длина и технологичность конструк-цш протяжек. С учетом опыта автомобильной промьш1ленности рекомендованы описанные ниже типы шлицевых комбинированных протяжек, срезающих припуск по прогрессивной схеме резания. Протяжки 1-го типа (рис. 3, а) состоят из двух частей: круглой и шлицевой. Круглая часть протяжки имеет черновые, чистовые и калибрующие зубья. Черновые зубья расположены секциями (по два зуба в каждой секции). Первый зуб секции имеет стружкоделитель-ные выкружки, второй выполнен без выкружек. Диаметр второго зуба на 0,04 мм меньше диаметра первого. Чистовые несекционные зубья имеют подъем йа каждый зуб и стружкоделительные выкружки расположенные в шахматном порядке. Калибрующие круглые зубья не имеют подъема на зуб. По конструкции шлицевая часть протяжки аналогична круглой части. Черновые зубья расположены секциями (по два зуба в каждой секции); первый зуб секции выполнен с выкружками, второй - без выкружек и с диаметром, уменьшенным на 0,04 мм относительно диаметра первого зуба секции. Чистовые шлицевые зубья также расположены секциями, как и черновые, но с меньшим подъемом на зуб в каждой секции. Последние два-три зуба чистовой секции выполняют без выкружки. Калибрующие зубья шлицевой части вьшолняют без подъема на зуб и без выкружек. При необходимости округлить или притупить острые кромки в месте пересечения боковых поверхностей шлицев с поверхностью отверстия заготовки у основания шлицевых зубьев протяжки предусматривают скругления радиусом 0,3-0,4 мм. При этом следует согласовать зазор между внутренними поверхностями заготовки и шлицевой протяжкой. Протяжки обеспечивают высокое качество обработки шлицевых отверстий в короткой детали с длиной протягивания Zq < 30 мм или пакета деталей с суммарной длиной /осум < 60 мм. При больших значениях Zq увеличивается опасность перекоса детали. Протяжки 2-го типа (рис. 3, б) применяют при необходимости обеспечить в отверстии фаску. Эти протяжки снабжены двумя-тремя фасочными зубьями с подъемом 0,3 - 0,6 мм на каждый зуб. Шаг фасочных зубьев, расположенных в конце протяжки, равен шагу калибрующих шлицевых зубьев. Между шлицевой и фасочной частями протяжки предусматривают увеличенный шаг (те = 15-j-20 мм) во избежание подрезки фасочных зубьев при шлифовании шлицевых. Высокое качество обработки шлицевых отверстий обеспечивается в том Случае, если /о = 25 + 30 мм. 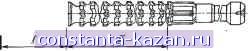  1 2 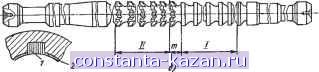 Рис. 3. Типовые комбинированные протяжки для обработки шлицевых отверстий. Условное обозначение зубьев: /-круглые; -шлицевые; /-фасочные; (/ - 5 - последовательность срезания припуска) При протягивании протяжками 3-го типа вначале срезается припуск шлипевыми зубьями, а затем круглыми (рис. 3, е). Конструкция шлицевой части протяжек аналогична конструкции этой же части протяжек 1-го типа. Круглые зубья протяжки срезают припуск только на цилиндрических участках отверстий, поэтому их вьшолняют односекционными и без вьцсружек с увеличенным (относительно профильной схемы резания) подъемом на каждый зуб. Изготовление круглых зубьев у протяжек упрощается. При обработке протяжками этого типа получают требуемое качество поверхности шлицевых отверстий при длине протягивания Zq > 30 мм, число одновременно работающих зубьев не менее пяти и при подготовке отверстия перед протягиванием чистовым растачиванием. Если деталь короткая, возможен ее перекос в момент перехода |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |