 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 [ 164 ] 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 из мелкозернистого твердого сплава ВКЮ-М, имеют длительный период стойкости. Передний угол у твердосплавных зубьев одинаков для черновых, чистовых и калибрующих зубьев и равен: 10° при обработке чугунных заготовок и 15° при обработке заготовок из конструкционной стали. На передней поверхности всех зубьев выполняют нулевую фаску щириной 0,6 мм, а на задней поверхности зубьев нулевую фаску шириной 0,1 мм. При протягивании отверстий в заготовках из чугунов: СЧ 15, СЧ 18 и СЧ 21 со скоростью резания 2 - 8 м/мин и с использованием в качестве СОЖ 10 %-ного раствора эмульсола стойкость между переточками сборных твердосплавных протяжек составляет 5000 - 8000 м протянутой поверхности. Для повышения качества обработки, например, получения шероховатости поверхности Ra= 1,250,63 мкм, в сборньк твердосплавных протяжках предусматривают деформирующие зубья, которые устанавливают после калибрующих зубьев. Деформирующие зубья имеют постоянную геометрию и представляют собой два усеченных конуса, между которыми расположена цилиндрическая ленточка. Рекомендуемые значения угла наклона конических поверхностей - 5°, ширины цилиндрической ленточки - 0,3 мм. Шероховатость поверхности Ra (мкм) должна соответствовать: цилиндрической ленточки - 0,16, конических поверхностей деформирующих зубьев - 0,32. Общее число деформирующих зубьев равно шести, суммарный натяг на диаметр составляет 0,04 - 0,08 мм. Диаметры Dnp деформирующих зубьев определяют в следующей последовательности: первый зуб Dinp = Dmax-0,01 мм; второй зуб D2np = Da% + 0,01 мм; третий зуб Dsnp = /)тах + 0,03 мм; четвертый зуб D4np = Dmax-I-0,05 мм; пятый зуб Dsnp = тах + -1-0,05 мм; шестой зуб Dmax+0,OlMM, где Dax - максимальный диаметр обрабатываемого отверстия (мм), округленный до сотых долей миллиметра. Диаметр калибрующих зубьев при наличии деформирующих зубьев - Dmax - 0,02 мм. Сборные твердосплавные протяжки стабильно обеспечивают шероховатость протянутой поверхности Ra = 1,250,63 мкм и 7-й квалитет точности при протягивании отверстий в таких деталях, как тормозные цилиндры автомобилей и тракторных прицепов, картеры амортизаторов, цилиндры пусковых двигателей тракторов и т. д. Повышение точности размеров и формы отверстий достигается применением промежуточной втулки перед чистовыми зубьями. Длина этой втулки равна длине обрабатываемой детали. Нестандартизованные типы внутренних и наружных протяжек для обработки отверстий различного профиля, шпоночных пазов и наружных поверхностей даны в табл. 9. Составление схем иаладок к протяжным станкам. При проектировании приспособлений и инструмента для протяжных станков составляют схему наладки станка, включающую определение длины рабочего хода, длины хода сопровождения протяжки (для внутреннего протягивания), длины переднего и заднего хвостовиков протяжки, а 9. Специальные протяжки и прошивки для обработки отверстий и наружных поверхностей в Коническая рабочая калиВримщая часть чУсть 
 Протяжка спиральная для протягивания во втулке из стали 35 отверстия диаметром 20 и длиной 55 мм А-А Б-Б А- Г'Г'Г' С-С   На нечетны зу1ьях На чюных зубтх режущей часта режущей части Протяжка сегментная для протягивания в детали из серого чугуна сегментного отверстия длиной 18 мм  Протяжка десятишлицевая черновая четырехкомплектная первая для протягивания шлицев с прямобочным профилем; диаметры шлицевого отверстия: наружный -269 мм, внутренний - 245 мм 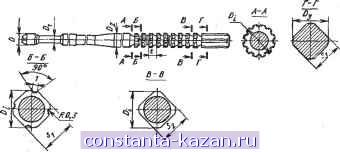 Протяжка для обработки квадратного отверстия Рехущив уНя Каладрующие jjrStJi gg<> А-А  Протяжка для обработки рифлений в пазах корпусов сборных торцовых фрез 11531 |
|||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |