 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 [ 165 ] 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Б-в    Ppcu/fb jySbeS держаВ/fU ID Протяжка шпоночная сборная: 1 - державка; 2 - винт; 3 - протяжка шпоночная; 4 - протяжка фасочная В-В Секциям'/ not ом 2 секции 2ceirituu --Ф---Ш^ИУУ- Bug А п, 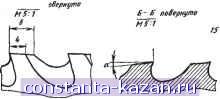 Наружная протяжка с наклонной режущей частью, правые секции Nbl и № 2 протяжного блока типа, показанного на рис. 2 /!-А 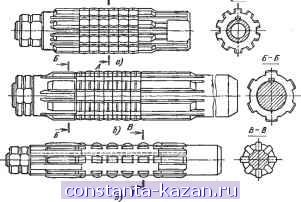 Прошивки сборные: а -с кольцами из стали Р18 для калибро вания боковых сторон цементованных шлицев; б -с кольцами из твердого сплава для калибрования шлицев с центрированием по D и Ь; b - с использованием стандартизованных роликов для калибрования шлицев с центрированием по D также возможность и удобство подачи заготовки. Исходные данные предварительных расчетов: сила резания при протягивании заготовки; длина рабочей части протяжки, состоящей из режущих, калибрующих и деформирующих зубьев; диаметр шейки переднего хвостовика протяжки из условия прочности на разрыв. Номинальное тяговое усилие станка должно быть на 15 -25 % больше расчетной силы резания для протягивания заготовки. На рис. 6 приведена схема наладки серийно вьшускаемого горизонтально-протяжного станка для внутреннего протягивания. Эта наладка может быть использована, например, на станках мод. 7Б55, 7Б56, 7Б57 и 7Б58. Возможность подачи и установки заготовок на рабочую позицию при автоматическом подводе и отводе протяжки обеспечивает выполнение следующего условия: а~Ь + h + ++10мм< Н^, где а - расстояние от переднего торца рабочей каретки 1 до передней плоскости опорной плиты станка; b - расстояние от переднего торца рабочей каретки до торца переднего хвостовика протяжки, установленной в рабочий патрон; й и й, - соответственно толщина планшай 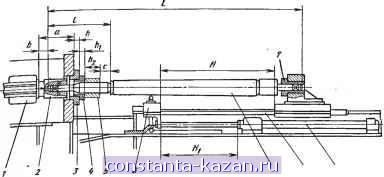 6 70 9 Рис. 6. Схема наладки горизонтально-протяжного станка: / - рабочая каретка; 2 - автоматический рабочий патрон, 3 - планшайба станка; -опорная втулка; 5 - обрабатываемая заготовка, 6 -протяжка; 7 - автоматический вспомогательный патрон; S - поддерживающая каретка; 9 - гидроцилиндр привода механизма отвода и подвода протяжки с ходом Я,; 10 - скалка для настройки хода сопровождения Н вспомогательной каретки в соответствии с длиной протяжки бы и опорного буртика втулки 4; h - толщина (высота) обрабатываемой заготовки; я, Ь, h, и выбираются из паспорта станка, по замерам или из конструктивных сооображений. Длины переднего и заднего хвостовиков протяжки определяют в соответствии с размерами рабочего и вспомогательного патронов. Расстояние с от внешнего торца заготовки до первого режущего зуба протяжки составляет 20 - 50 мм. Если длина хода Я, штока гидроцилиндра привода механизма отвода и подвода протяжки будет меньше рассчитанной по указанному выражению, то следует пересмотреть конструкцию планшайбы и опорной втулки, а в некоторых случаях и конструкцию рабочего патрона с целью увеличения размера Ь. По схеме наладки определяют полную длину L протяжки, причем длина рабочего хода протяжки (мм) должна быть не менее: L + b-a-h-h + 10 мм. Если расчетная длина хода больше указанной в паспорте, то следует, предварительно проверив наибольшую фактическую длину рабочего хода, перейти к наладке другой модели станка. Схему наладки (рис. 7) серийно выпускаемого вертикально-протяжного станка для внутреннего протягивания, например, станков мод. 7Б74, 7Б75, 7Б70, 7Б76-1, 7Б77, составляют аналогично схеме наладки для горизонтально-протяжного. Наладку серийно выпускаемого верти- |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |