 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 [ 166 ] 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 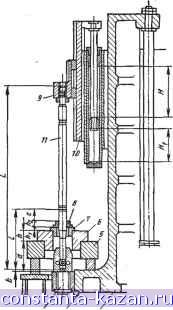 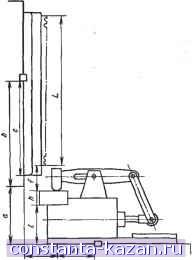 4 J Рис. 8. Схема наладки вертикально-протяжного станка для наружного протягивания Рис. 7. Схема наладки вертикально-протяжного станка для внутреннего протягивания: 1 - рабочий гидроцилиндр; 2 - рабочая каретка; 3 - кронштейн автоматического патрона; 4 - автоматический рабочий патрон; J - стол; б-планшайба; 7 - опорная втулка; 8 - обрабатываемая заготовка; 9 - автоматический вспомогательный патрон; ]0 - вспомогательная каретка; 11 - протяжка кально-протяжного станка для наружного протягивания осуществляют по схеме, приведенной на рис. 8. Длина рабочего хода протягивания открытого контура должна быть не менее L + f + h + \0 мм. Длина рабочего хода при протягивании закрытого контура должна быть не менее L +f + h + I + 10 мм. Под закрытым контуром условно подразумевают такое расположение одновременно протягиваемых поверхностей, при котором исключается возможность вывода заготовки из рабочей зоны до полного окончания рабочего хода станка. Размеры а, Ь, т и п берутся по паспорту станка; /- расстояние от верхней плоскости протягиваемой заготовки до первого режущего зуба протяжки (обычно /= 30 80 мм); h - толщина (высота) заготовки. Размер с от нижнего торца инструментальной плиты до поперечного шпоночного паза определяется в зависимости от размеров I, h а f. Необходимо перед наладкой станка проверить возможность снятия нижних секций протяжек без снятия приспособления для установа и закрепления заготовки, а также очистки от стружки заготовки первых зубьев протяжки. СПИСОК ЛИТЕРАТУРЫ 1. Зильберглейт В. Л. Технология обработки шлицев. М.: НИИмаш, 1973. 77 с. 2. Прогрессивные технологические процессы в автостроении/Под ред. С. М. Степашкина. М.: Машиностроение, 1980. 319 с. 3. Скиженок В. Ф., Лебедев Н. Ф., Ковзель И. И. Автоматизация и механизация протяжных работ. М.: Машиностроение, 1974. 198 с. ГЛАВА 9 ОБРАБОТКА НА РАСТОЧНЫХ И КООРДИНАТНО-РАСТОЧНЫХ СТАНКАХ ОБРАБОТКА НА ГОРИЗОНТАЛЬНО-РАСТОЧНЫХ СТАНКАХ Общие сведения. Горизонтально-расточные стайки предназначены для обработки массивных крупногабаритных заготовок в условиях мелкосерийного и среднесерийного производства. Для этих станков характерна широкая универсальность, на них можно выполнять различные виды обработки (рис. 1). В большинстве горизонтально-расточных станков предусмотрен поворотный стол, который может перемещаться в продольном и поперечном направлениях, главное вращательное движение инструментам сообщается от приводов шпинделя и планшайбы, смонтированных на шпиндельной бабке. Шпиндель перемещается вдоль оси и в вертикальной плоскости совместно со шпиндельной бабкой. В станках с наибольшими габаритными размерами поворотный и подвижный столы заменены неподвижной плитой и подвижной шпиндельной колонкой, с помощью которой можно перемещать шпждель в горизонтальной плоскости; вертикальное перемещение шпинделя осуществляется перемещением шпиндельной бабки по колонке. Характерные варианты компоновок горизонтально-расточных станков показаны на рис. 2. Обрабатываемые заготовки устанавливают и закрепляют на столе или шште горизонтально-расточного станка. Режущие инструменты, необходимые для выполнения операции, крепят в шпинделе станка или на радиальном суппорте планшайбы. При сверлении, зенкеровании, развертывании и растачивании отверстий необходимая подача 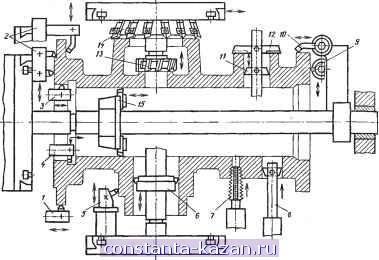 Рис. 1. Виды обработок, выполняемых на горизонтально-расг очных станках, и необходимые направления подач: 1 - обточка фланца резцом, закрепленным на планшайбе; 2 - подрезка торцов резцами, закрепленными в радиальном суппорте планшайбы; 3 -растачивание отверстия резцом, закрепленным в шпинделе или радиальном суппорте; 4 - расточка канавки резцом, закрепленным в радиальном суппорте; 5 и б - одновременное обтачивание наружной цилиндрической поверхности резцом, закрепленным на планшайбе, и растачивание отверстия резцовой пластинкой, установленной в борштанге на выдвижном шпинделе, при продольной подаче стола; 7 - нарезание резьбы метчиком; 8 - растачивание отверстия пластиной, закрепленной в шпинделе; 9 - подрезка торца резцом, закрепленным в летучем суппорте; 10 - наружное обтачивание фланца с помошью летучего суппорта; Л и 12 - растачивание отверстия пластиной и последуюшая подрезка торца; 13 - фрезерование торца с продольной подачей фрезы; 14 - фрезерование торца с поперечной подачей фрезы: 15 - растачивание отверстия резцовой головкой на борштанге, закрепленной в шпинделе люнетной стойки обеспечивается при выдвижении шпинделя или перемещении стола в направлении, параллельном оси вращения инструмента; при фрезеровании плоскостей - выдвижением шпинделя или перемещением стола в направлении, перпендикулярном оси вращения шпинделя станка. На горизонтально-расточных станках в основном обрабатывают отверстия в крупногабаритных, обычно корпусных, деталях машин и приборов. Среднеэкономическая точность обработки отверстий на горизонтально-расточных станках приведена в табл. 1-3. |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |