 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 [ 167 ] 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 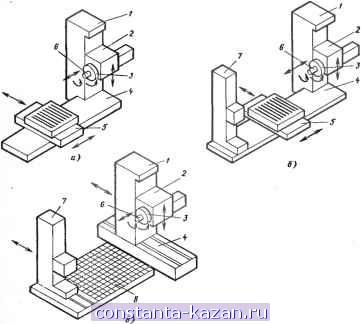 Рис. 2. Характерные варианты компоновок горизонтально-расточных станков (стрелками показаны рабочие перемещения . основных узлов): а-с подвижным столом без задней стойки; б-с подвижным столом и неподвижной задней стойкой; е - с плитой и подвижными передней и задней стойками; У - передняя стойка; 2 - шпиндельная бабка; 5 -планшайба; 4 - станина; 5 - поворотный подвижной стол; б - выдвижной шпиндель; 7 - задняя стойка; 8 - неподвижная плита Принадлежности и приспособлении для установки, выверки и закрепления заготовок иа горизонтально-расточном станке входят в комплект станка. Их характерные представители предназначены: прижимные пмнки (прихваты) односторонние и быстросъемные - для закрепления заготовок на столе или плите станка; упоры, устанавливаемые в Т-образные пазы стола, - для выверки положения заготовки параллельно пазу стола и для бокового закрепления заготовки используются как опоры; боковой прижим (винтовой или клиновой) - для точной выверки положения заготовки при ее установке и как боковой прижим для предупреждения смещения заготовки во время обработки; домкраты (винтовые и клиновые) - для установки заготовок по необработанной поверхности; с их помощью заготовку выставляют в горизонтальной плоскости по разметочным рискам или уровню; 1. Среднеэкономическая точность (квалитеты) и шероховатость поверхностен отверстий, обрабатываемых на горизонтальио-расточиых станках
2. Среднеэкономическая точность расположения осей отверстий, растачиваемых на горизонтально-расточных стайках при различных методах координации инструмеита 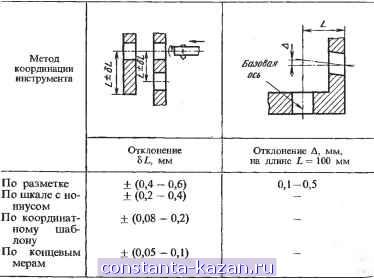 Продолжение табл. 2
3. Среднеэкономическая точность (мм) сверлении отверстий (смещение осей отверстий от номинального положения) на горизонтально-расточных станках при различных методах координации инструмента
распорные винты применяют для небольших перемешений тяжелых заготовок при их выверке и как боковые прижимы; регулируемые (подводимые) опоры - для обеспечения надежного закрепления крупногабаритных заготовок и предотвращения их деформаций под действием сил закрепления; винты и крепежные приспособления - для закрепления заготовок на станках с использованием Т-образных пазов. В табл. 4 - 7 даны основные размеры угольников, ступенчатых подставок, мерных подкладок, сменных столов и параллельных подставок, применяемых при установке, выверке и закреплении заготовок на горизонтально-расточных станках. Выбор необходимых для закрепления заготовок приспособлений определяется формой и размерами заготовки, содержанием операции (числом и взаимным расположением обрабатываемых поверхностей, видом обработки и т. п.), выбранной схемой базирования и закрепления заготовки. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |