 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 [ 171 ] 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 П. Примеры координации инструментов при обработке заготовок на горизонтально-расточных станках Эскиз Метод координации инструмента  Метод пробных проточек и измерения Применяют для обеспечения заданного расположения оси растачиваемого отверстия относительно баз (на эскизе растачиваемое отверстие диаметром D координировано размерами А и В). Предварительно шпиндель по разметке или другим способом выставляют в заданное положение и на небольшую глубину растачивают отверстие, диаметр rf, которого меньше диаметра D. С помощью универсальных измерительных инструментов измеряют: а, и fc,. По формулам АВ = B - {bi+0,5di) и Д /4 = /4 - (а, - 0,5 rf,) вычисляют поправки: Ду4-для размера А и ДВ -для размера В. Стол станка (или переднюю стойку) перемещают на расстояние, равное-Д .В, а шпиндельную бабку - на расстояние, равное АЛ. Вновь растачивают на небольшую глубину отверстие диаметром 4, большим dy, измеряют размеры 4; о,; 2 (на эскизе они не показаны), определяют поправки и т. д. Когда значения поправок Д/4 и А В будут равны нулю, приступают к расточке отверстия диаметром D. Метод малопроизводителен, точность координации зависит от точности используемого измерительного инструмента и квалификации рабочего; применяют в единичном производстве Эскиз Метод координации инструмента 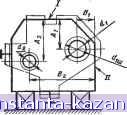 С помощью шаблона и индикаторного центроискателя Для координации инструментов при обработке системы отверстий (на эскизе отверстия диаметрами й?1 и й^) в условиях серийного производства применяют специальные шаблоны. Шаблон представляет собой плоскую плиту со специальными уста-новами и устройствами для закрепления его на заготовке. На координатно-расточном станке в шаблоне растачивают систему отверстий, аналогичную той, которую предполагается обрабатьшать на горизонтально-расточном станке. Диаметры отверстий в шаблоне на 8 - 10 мм больше диаметров отверстий, обрабатываемых в заготовке; погрешность координации осей отверстий относительно установочных поверхностей шаблона составляет 0,02 - 0,03 мм. Стенки отверстий в шаблонах закаливают и шлифуют. Для ориентации инструмента шаблон устанавливают на закрепленную на станке заготовку (на эскизе по плоскостям I к П заготовки) и закрепляют на заготовке (на эскизе шаблон показан тонкой линией). В шпинделе станка закрепляют индикаторный центроискатель, щуп которого приводят в касание с поверхностью, образующей отверстие rfim шаблона. Перемещением шпиндельной бабки по вертикали и поперечным перемещением стола (или передней стойки) добиваются такого положения заготовки, при котором Продолжение табл. И Эскиз Метод координации инструмента показания индикатора за полный оборот шпинделя не изменяются. При этом положении ось вращения шпинделя будет расположена на расстояниях Ау и В] от плоскостей / и заготовки. В этом положении шпинделя растачивают отверстие диаметром dy. Аналогично координируют положение шпинделя для обработки отверстия диаметром d и вьщерживания размеров и Bj. 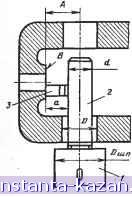 С помощью набора концевых мер Для установки оси шпинделя на расстоянии А от торца В (см. эскиз) в отверстие заготовки диаметром D вводят оправку 2 диаметром d, закрепленную в шпинделе 1, которую поперечным перемещением стола (или передней стойки) доводят до касания с набором концевых мер 3, прижатым к торцу В. Размер а набора концевых мер вычисляют по формуле а = А - 0,5 d. Если диаметр D заготовки больше диаметра шпинделя, для координации положения шпиндель вводят в отверстие заготовки и приводят в соприкосновение с набором концевых мер, размер а которого в этом случае вычисляют по приведенной выше формуле с заменой d на Dn |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |