 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 [ 172 ] 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Эскиз Метод координации инструмента 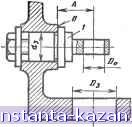 С помощью спецшиьных оправок и центроискателя Для координации положения оси вращения шпинделя на расстоянии А от торца В (см. эскиз) и обеспечения пересечения оси вращения шпинделя с осью отверстия диаметром d-j заготовки в отверстии устанавливают специальную оправку 1. В оправке имеется точное отверстие диаметром ось которого расположена на расстоянии А от буртика оправки, которым оправку прижимают при закреплении к торцу В. В отверстие заготовки Z)o вводят оправку с центро-искателем (на эскизе не показана) так, чтобы щуп центроискателя касался поверхности отверстия D. Поперечным перемещением стола (или передней стойки) и вертикальным перемещением шпиндельной бабки добиваются такого положения шпинделя, при котором показания индикатора центроискателя остаются неизменными за полный оборот шпинделя  Совмещение оси штнделя с плоскостью разъема отверстия Плоскость разъема А сопрягаемых заготовок 1 к 3 предварительно обрабатьшают и шабрят. На плоскость разъема А заготовки / устанавливают специальную линейку 2, ось точного отверстия d которой лежит в плоскости установочных поверхностей линейки. Линейку располагают так, чтобы ось отверстия d проходила примерно по центру отверстия Do, получен- Продолжение табл. И Эскиз Метод координации инструмента ного при литье заготовки 1. В шпинделе станка устанавливают центро-искатель, с помощью которого совмещают ось вращения шпинделя с осью отверстия d линейки. Не нарушая найденного положения шпинделя, с него снимают центро-искатель, убирают линейку 2, а на заготовку / устанавливают и закрепляют заготовку 3 и обрабатывают отверстие 12. Примеры выверки положения борштанг Эскиз Способ выверки Совмещение оси вра1цения шпинделя с осью люнетной втулки В шпинделе станка закрепляют консольную оправку с индикаторным центроискателем, щуп которого вводят в отверстие люнетной втулки. С помощью центроискателя находят такое положение люнетной втулки, при котором медленное вращение щпинделя не вызывает изменения показаний индикатора центроискателя. Измерения проводят вблизи ее торцов. После выверки люнетную втулку необходимо переместить вверх на расстояние, равное прогибу консольной оправки, используемой при выверке, под действием собственной силы тяжести (см. табл. 13) Эскиз Способ выверки / г ч\\\\\\\\\ Выверка положения борштанги относительно рабочей поверхности стола Для вьшерки параллельности борштанги 2, закрепленной в шпинделе / и люнетной втулке 3, штангенрейс-мусом, штихмасом или рейсмусом с индикатором измеряют размеры или Н2 вблизи шпинделя в люнетной втулке. Если Н^ - Н2, то борштанга параллельна рабочей поверхности стола. Расстояние от оси борштанги до поверхности стола вычисляют по формулам: Н= H+Q,5d; Н=Щ-а,5а или Я = Я,+0,5 (Я,-1-Я,), где d~ диаметр борштанги. Значения размеров Я, Я| и Я2, измеренные в средней части борштанги, 6уду1 отличаться от предыдущих значений на прогиб борштанги под действием собственной силы тяжести (см. табл. 14)  Выверка горизонтального по.пожения борштанги На борштангу 2, закрепленную в шпинделе 1 и люнетной втулке 3, около планшайбы и затем около люнетной стойки устанавливают рамный уровень 4. При горизонтальном положении борштанги показания рамного уровня в указанных положениях должны отличаться от нулевого показания на одинаковую величину, но иметь разные знаки, что обусловлено прогибом середины борштанги под действием собственной силы тяжести. При установке рамного уровня в середине борштанги его показания должны соответствовать нулевой отметке |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |