 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 [ 177 ] 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 дельная бабка, что позволяет обрабатывать заготовки значительно большей высоты. Точность обработки заготовок на КРС зависит от многих причин (точности станка и отсчетно-измерительной системы, схемы базирования заготовки и точности ее установки на станке, жесткости станка и заготовки, применяемой схемы обработки и т. п.). Показатели среднеэкономической точности обработки отверстий на КРС приведены в табл. 26. Сушественное влияние на точность обработки заготовок на КРС оказывают температурные деформации заготовки и деталей станка. Поэтому КРС должны устанавливаться в термостатированном помешении в соответствии с рекомендациями заводов-изготовителей. Входящие в комплект КРС приспособления и принадлежности можно подразделить на следующие основные группы: настольные приспособления; приспособления и принадлежности для установки и закрепления заготовок; приспособления для выверки и крепления режущего инструмента. К настольным приспособлениям относят горизонтально-поворотные и универсальные столы, делительные головки, вспомогательные и прямоугольные столы, угольники и другие приспособления, устанавливаемые на главном столе КРС. 26. Среднеэкономическая точность обработки отверстий на КРС
Горизонтально-поворотные столы используют для закрепления заготовок в том случае, когда положение обрабатываемых поверхностей задано в полярной системе координат. Если закрепляют заготовки, обрабатываемые поверхности которых расположены в разных плоскостях и под разными углами, используют универсальные поворотные столы. На планшайбе универсального поворотного стола закрепляемая заготовка может быть повернута на 360° вокруг своей оси и на 90° вокруг горизонтальной оси, перпендикулярной оси планшайбы. Для отсчета углов поворота предусмотрены отсчетные лимбы с нониусами, а для закрепления в требуемом положении - специальные фиксаторы. В комплект приспособлений и принадлежностей для установки и закрепления заготовок входят параллельные и мерные подкладки. 27. Пртмеры выверки положения заготовок и приспособлений на главном столе КРС Назначение выверки Способ выверки Обеспечение параллельности боковой поверхности заготовки направлению перемещения стола 3 Заготовку 2 устанавливают на параллельных подставках на главном столе станка и слегка притягивают прижимом У; боковую поверхность заготовки на глаз ориентируют параллельно Т-образным пазам стола. К точке А заготовки с некоторым натягом подводят лапку центроискателя, укрепленного в щпинделе станка. Легким постукиванием по боковым поверхностям заготовки добиваются одинаковых показаний индикатора 3 центроискателя, когда его лапка касается заготовки в точках А W. В. Ь этом положении заготовку крепят окончательно прижимами У и 4 и еще раз проверяют, не изменилось ли ее положение при закреплении. Установка заготовки значительно упрощается, если перед закреплением ее прижимают к упорам, предварительно выставленным и укрепленным на столе параллельно направлению его перемещения То же, для заготовки, установленной на горизонтально-поворотном столе Заготовку 3 прижимами 2 окончательно закрепляют на планщайбе 1 горизонтально-поворотного стола. Параллельность боковой поверхности заготовки направлению перемещения стола обеспечивается разворотом плашпайбы и контролируется по постоянству показаний индикатора центроискателя, лапка которого касается боковой поверхности заготовки в точках А к В Назначение выверки Способ выверки Обеспечение параллельности оси вала направлению перемещения стола и совмещение оси щпинделя с осью вала 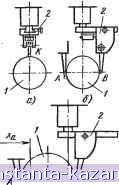 Предварительно вал устанавливают горизонтально с помощью накладного уровня. В щпинделе укрепляют пентроискатель 2. Лапку центроискателя на глаз устанавливают по оси вращения шпинделя и перемещением стола совмещают (также на глаз) с осью вала 1 (я). Каретку центроискателя смещают на расстояние, равное половине диаметра вала, разворачивают шпиндель на 90° и, перемещая его от руки вниз и вверх, приюдят лапку центроискателя в точку А, которую находят по наибольшему показанию индикатора. Параллельность вала направлению перемещения стола в горизонтальной плоскости контролируют по постоянству показаний индикатора центроискателя при продольном перемещении стола. Затем лапку центроискателя переводят в точку К, сообщают столу продольное перемещение и по постоянству показаний индикатора судят о параллельности оси вала направлению перемещения стола в вертикальной плоскости. Лапку центроискателя описанным вьппе способом возвращают в точку А (б). Повернув шпиндель в обе стороны, находят положение, соответствующее минимальному показанию индикатора. При натяге 0,5 мм стрелку индикатора устанавливают на ноль. Поднимают шпиндель, разворачивают его на 180° и описанным ранее способом находят точку В; поперечным перемещением стола уменьшают показания индикатора в точке В наполовину. Ось вращения шпинделя считают совмещенной с осью вала, когда показания индикатора центроискателя в точках А vi В будут одинаковы. |
||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |