 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 [ 178 ] 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Назначение выверки Способ выверки Если сдвигом каретки центроискателя нельзя добиться касания поверхности вала лапкой центроискателя в точках А п В, применяют способ (в), при котором лапку центроискателя описанным выше способом приводят в точку А, создают натяг 0,5 мм и устанавливают стрелку индикатора на ноль. В этом положении записывают координату Ха шпинделя. Затем шпиндель разворачивают на 180°, поперечным перемещением стола приводят лапку центроискателя в точку В и при нулевом показании индикатора получают вторую координату А'. Координату положения шпинделя, при котором его ось вращения совмещена с осью вала, вычисляют как полусумму координат X., и Xf,. Совмещение оси заготовки, установленной на главном столе станка, с осью вращения шпинделя 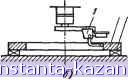 Предварительное совмещение оси отверстия заготовки с осью вращения шпинделя выполняют с помощью установочного центра (для отверстий малого диаметра) или центроискателя. Установочный центр 1 (я), укрепленный в шпинделе станка, легким нажимом вводят в отверстие заготовки 2, установленной на подкладке 5, и закрепляют заготовку. Для предварительного совмещения осей шпинделя и отверстия большого диаметра центроискатель вводят в отверстие и настраивают его так, чтобы лапка центроискателя коснулась поверхности отверстия. Перемещениями стола и ручным разворотом шпинделя добиваются равного зазора между поверхностью отверстия и лапкой центроискателя. Назначение выверки Способ выверки Для точного совмещения осей лапку центроискателя 1 (б) вводят в отверстие заготовки 2, закрепленной через подкладки 3 на главном столе станка. Индикатор разворачивают в направлении перемещения стола и передвижением каретки центроискателя создают натяг 0,5 мм, после чего стрелку индикатора устанавливают на ноль. Повернув ншиндель на 180°, половину показания индикатора компенсируют перемещением стола, а индикатор вновь устанавливают на ноль. Те же операции выполняют при развороте щпинделя на 90 °. Оси считают совмещенными, если при полном обороте шпинделя стрелка индикатора остается на нулевом делении Совмещение оси щпинделя с осью центрального отверстия планшайбы поворотного стола Оси совмещают с помощью центроискателя, укрепленного в шпинделе станка, лапка которого вводится в центральное отверстие планшайбы поворотного стола, закрепленного на главном столе (планшайба универсально-поворотного стола должна быть установлена горизонтально). Совмещение осей проводят описанным выше способом. После выполнения выверки рекомендуется, наблюдая за показаниями стрелки Индикатора, развернуть планшайбу на полный- оборот. Постоянство показаний индикатора свидетельствует о совмещении оси шпинделя и оси вращения планшайбы. Изменение показаний индикатора при полном обороте планшайбы указывает на несовпадение оси центрального отверстия планшайбы с осью ее вращения Назначение выверки Способ выверки Совмещение оси отверстия заготовки, установленной на планшайбе поворотного стола, с осями ее вращения и вращения шпинделя Предварительно ось вращения шпинделя совмещают с осью центрального отверстия планшайбы. На планшайбу устанавливают и слегка закрепляют заготовку, на глаз совместив оси отверстий заготовки и планшайбы. В шпинделе станка укрепляют центроискатель, лапку которого вводят в отверстие, обеспечивают натяг индикатора примерно 0,5 мм и устанавливают на ноль. Если ось центрального отверстия планшайбы совпадает с ее осью вращения, выверку положения заготовки осу: ществляют перемещением ее по плоской поверхности планшайбы (легким постукиванием), а контролируют по постоянству показаний индикатора при врашекии шпин деля или планшайбы. При несовпадении осей вращения и центрального отверстия планшайбы сначала перемещением заготовки по планшайбе добиваются постоянства показаний индикатора при вращении планшайбы, а затем перемеще ниями главного стола добиваются постоянства показаний индикатора центроискателя при вращении шпинделя Совмещение оси вращения шпинделя с боковой плоскостью заготовки  Шпиндель с закрепленным в нем индикаторным центроискателем 2 на глаз совмещают с боковой поверхностью заготовки 1 (а). Шпиндель разворачивают на 90°, лапку центроискателя, перемещая его каретку, доводят до касания с боковой поверхностью заготовки с натягом 0,5 мм и выставляют стрелку индикатора на ноль (6). Далее шпиндель разворачивают на 180° и лапку центроискателя вводят в соприкосновение с мерной плиткой 3 (в), прижатой к боковой поверхности заготовки; половину отклонения |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |