 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 [ 179 ] 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Продолжение табл. 27 Назначение выверки Способ выверки стрелки индикатора компенсируют перемещением стола, а стрелку индикатора вновь возвращают в нулевое положение. Снятие отсчета и установку стрелки индикатора на ноль выполняют при таком положении шпинделя, которое соответствует минимальным показаниям индикатора при небольших (от руки) разворотах шпинделя. Ось вращения шпинделя считается совмещенной с боковой поверхностью заготовки, если показания индикатора в обоих положениях (б и е) будут равны прижимные планки, ступенчатые, цилиндрические и винтовые подставки, призмы, установочные угольники, крепежные болты. Приспособления для установки и закрепления заготовок выбирают в зависимости от их размеров и формы, а также принятой схемы установки и закрепления. Для выверки положения заготовок на станке и определения координат баз заготовок используют установочные линейки, жесткие мерные валики и мерные валики с подвижной шайбой, установочные центры и оправки, визирный микроскоп с угольником и разнообразные по конструкции индикаторные пентроискатели. Режущие инструменты, применяемые для обработки заготовок на КРС, укрепляют в сверлильных и цашовых патронах, расточных оправках, универсальных расточных патронах и боршташах. Установка, выверка и закрепление заготовок. Для обеспечения требуемой точности расположения обрабатываемых поверхностей заготовки относительно ее баз ей придают на станке некоторое наперед за-йанное положение (например, обеспечивают параллельность базовой плЬской поверхности заготовки направлегшю координатной оси станка или совмещают ось базового отверстия заготовки с осью поворота планшайбы поворотного стола). Различают установку заготовок с выверкой их положения на станке и установку без выверки. Первый способ применяют в единичном и мелкосерийном произюдстве (выверяют положение каждой заготовки, устанавливаемой на станке). При втором способе, применяемом в серийном производстве, заготовки устанавливают в приспособлениях или по упорам, которые предварительно выставлены и закреплены на главном столе станка или настольных приспособлениях. Примеры выверки положения заготовок и Приспособлений на КРС приведены в табл. 27. Заготовки закреп- 77Z 1 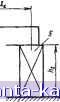 Рис. 7. Схема крепления заготовки прижимной планкой ляют либо с помощью прижимов и прихватов, собираемых из крепежного комплекта станка, либо с помощью нажимных устройств универсальных приспособлений (патронов, тисков и т. п.), предварительно закрепленных на столе станка. При закреплении заготовок на главном столе станка (рис. 7) их устанавливают на параллельных или мерных подкладках 2, число которых зависит от размеров заготовки, но, как правило, не меньше четырех. Места крепления заготовок выбирают с учетом их максимального удаления друг от друга, плотности прилегания поверхностей заготовки и подкладок (зазор не более 0,02 - 0,03 мм) и обязательного размещения прижимных планок точно над подкладками. Высота 2 подставки 5 (щ1Линдрической, ступенчатой или винтовой) должна быть равна высоте места прижима заготовки или больше ее на 0,5-1,0 мм. Плечо прижимной планки 4 со стороны подставки также должно быть больше ее противоположного плеча (J.2 > /j). Усилие затяжки крепежного болта б не должно вызывать деформаций заготовки 3 и полок Т-образного паза стола 1. При установке и закреплении тонкостенных заготовок, а также заготовок с недостаточным числом опорных поверхностей или с обрабатываемыми поверхностями, расположенными на значительном расстоянии от мест крепления, рекомендуется применять дополнительные подводимые опоры. При использовании дополнительных опор необходимо контролировать возможные деформации заготовки с помощью индикаторов. Измерения вьшолняют в одной или нескольких точках закрепляемой заготовки. Обработка системы отверстий на КРС. Точность межосевых расстояний системы отверстий, а также точность расположения осей отверстий относительно других поверхностей заготовки проще обеспечить при обработке всех отверстий системы за один установ заготовки. Если расположение системы отверстий с параллельными осями задается на чертеже в прямоугольной системе координат, эти отверстия следует обрабатывать при установке заготовки на главном столе станка. Отверстия, положение осей которых задано в полярной системе координат, обрабатывают при установке заготовки на гори- зонтально-поворотном столе. При обработке системы отверстий, расположенных в разных плоскостях, рекомендуется заготовку устанавливать на универсальном поворотном столе. При обработке системы отверстий на КРС для повышения производительности и уменьшения вероятности ошибок при отсчете координат рекомендуется пользоваться координатной запиской. Координатная записка представляет собой таблицу, в которой указаны номера отверстий, определяющие последовательность их обработки, диаметры отверстий и их допустимые отклонения, требуемая шероховатость поверхностей и координаты центров обрабатываемых отверстий в принятой для обработки данной заготовки системе координат. При обработке отверстий в сплошном материале применяют следующие операции: разметку, сверление, рассверливание, развертывание и растачивание. Необходимый набор видов обработки и их последовательность при обработке отверстия выбирают в зависимости от требуемой точности диаметра и шероховатости поверхности обрабатываемого отверстия (см. табл. 26). Отверстия диаметром 40- 100 мм рекомендуется предварительно обрабатывать на сверлильных или расточных станках, оставляя на окончательную обработку на КРС припуск 2 - 3 мм на сторону. Отверстия диаметром более 100 мм рекомендуется предварительно фрезеровать по разметке на фрезерных станках, оставляя припуск 3 - 4 мм на растачивание отверстия на КРС. Разметка отверстий заключается в предварительном определении и фиксации на поверхности заготовки положения их осей. Оси отверстий малого диаметра (менее 1,2 мм) намечают разметочными центрами, рискообразователями или автоматическими кернами, при помощи которых на поверхности заготовок выдавливаются керны-лунки. Для отверстий диаметром менее 3 мм сверлят лунки специальными центровками, у которых длина поперечной кромки не превышает 0,1-0,2 мм. Отверстия диаметром более 3 мм размечают центровочными сверлами. Точность разметки существенно зависит от точности установки сверла в шпинделе станка, поэтому перед разметкой рекомендуется тщательно проверить положение сверла на отсутствие биений. . При выполнении работ повышенной точности разметку вьшолняют в два этапа: сначала сверлят лунки диаметром 1 мм, контролируют Точность разметки, а затем лунки углубляют до заданных размеров. Диаметр лунки должен быть несколько большим, чем поперечная кромка сверла, которым будет сверлиться отверстие, но не больше его диаметра. Разметочные лунки сверлят при частоте вращения шпинделя 1200-1500 об/мин. Сверление и рассверливание отверстий на КРС осуществляют спиральными быстрорежущими или твердосплавными сверлами. Материал сверла, форму и углы заточки выбирают в зависимости от Материала обрабатываемой заготовки (см. гл. 6). Для уменьшения трения ленточек сверла об обрабатываемую поверхность и предот- |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |