 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 [ 180 ] 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 вращения его защемления в отверстии при нагреве рекомендутся применять сверла с обратной конусностью. При сверлении отверстий малого и среднего диаметров рекомендуется периодически выводить сверло из отверстия и освобождать его от стружки. Рекомендуемые скорости резания и подачи при сверлении и рассверливании отверстий на КРС приведены в табл. 28. 28. Скорость резания н подачи при сверлении и рассверливании отверстий на КРС
Развертывание отверстий на КРС, как правило, вьшолняют после растачивания обычными или специальными упорно-цилиндрическими развертками. Крепление упорно-цилиндрических разверток с помощью конического хвостовика и затяжного болта дает высокую точность центрирования и жесткое присоединение инструмента, что обеспечивает высокую точность диаметров обрабатываемых отверстий н хорошее направление осей. Режимы резания при развертывании назначают в зависимости от свойств материала заготовки и требований к качеству обработки. Припуск на развертывание отверстий выбирают в пределах 0,05-0,15 мм. Развертывание выполняют с применением СОЖ, например, смеси керосина и касторового масла (равные доли), которые наносят на развертку кисточкой. Растачивание отверстий на КРС применяют после сверления или рассверливания отверстий. Растачивание позволяет исправлять положение осей, предварительно обработанных отверстий, обеспечивает высокую точность и хорошую чистоту поверхности отверстий. Растачивание выполняют специальными расточными резцами, укрепленными в расточных оправках, головках и универсальных расточных патронах, входящих в комплект КРС [3]. Особенности обработки заготовок иа поворотных столах. Перед обработкой заготовок на горизонтально-поворотном столе рекомендуется проверить: параллельность плоскости планшайбы относительно плоскости главного стола и направлений его перемещений, осевое биение плоскости планшайбы и радиальное биение центрального отверстия планшайбы. Для обработки системы отверстий или других поверхностей заготовки, положение которых задано в полярной системе координат, необходимо совместить начало координат (полюс) с осью вращения планшайбы. При этом возможны два случая: первый - когда на заготовке имеется базовое отверстие, ось которого совпадает с началом (полюсом) полярной системы координат обрабатываемых поверхностей заготовки; второй - когда базового отверстия в заготовке нет, а положение начала полярной системы координат поверхностей заготовки закоординировано размерами относительно базовых поверхностей заготовки. В обоих случаях для совмещения начала координат заготовки с осью вращения планшайбы необходимо предварительно, до установки на стол заготовки, совместить ось вращения шпинделя с осью вращения планшайбы горизонтально-поворотного стола, закрепленного на главном столе станка. Затем на планшайбу устанавливают заготовку и совмещают начало системы координат заготовки с осями вращения планшайбы и вращения шпинделя (см. табл. 27); в этом положении заготовку закрепляют и разворотом планшайбы добиваются параллельности полярной оси системы координат заготовки относительно какой-либо оси прямоугольной системы координат станка. При обработке заготовок угловые координаты обрабатываемых поверхностей задаются разворотом планшайбы, а линейные - перемещением главного стола. Перед обработкой заготовок на универсально-поворотных столах рекомендуется проверить параллельность плоских поверхностей планшайбы и главного стола, перпендикулярность -плоской поверхности планшайбы к осям вращения шпинделя и планшайбы при ее вертикальном и горизонтальном положениях. Для расчета углов наклона планшайбы в вертикальной плоскости и перемещений главного стола, необходимых для обеспечения требуемого положения обрабатываемых поверхностей заготовки, необходимо Знать точные значения геометрических констант универсально-поворотного стола (табл. 29). Основной геометрической характеристикой столов с пересекающи- 29. Примеры расчета координат при обработке заготовок на КРС с применением универсальных поворотных столов Эскиз Пример расчета Обработка на столах с а, 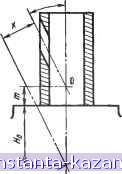 пересекающимися осями Определить перемещение стола х после наклона планщайбы на угол а (ось отверстия проходит через точку О); X {Но - т) sin а  Определить перемещения х и х\ стола после наклона планшайбы на угол а; X = 0,5D cos а -(- (m - а) sin а; xi = 0,5D cos a + (b - m) sin a  Определить перемещения x и x\ стола после наклона планшайбы на угол а; х = {Но + Ь + 1+ r/tg а) sin а; XI = (I + b - т) sina + t cos а |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |