 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 [ 181 ] 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
Обработка на столах с непересекающимися осями Определить перемещение стола х после наклона планшайбы на угол а. Если х\ cos а < sin а, то д: = Ч-+у sin а, - х\ cos а; если Xi cos а. > у sin а, то х = Xi - -х\ cos а -(- sin а, где х\ = а - В; у-=Щ + т 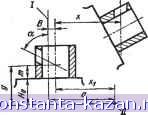 Оси планшайбы: I - вращения, II - наклона Обозначения: и а - константы столов; m - расстояние от центра шарового наконечника (точка О) установочного стержня до плоской поверхности планшайбы. мися осями является константа стола Яр - расстояние от плоской поверхности планшайбы до оси наклона стола. Универсально-поворотные столы с непересекающимися осями характеризуются двумя константами: расстоянием Яо от плоскости планшайбы до оси наклона стола и расстоянием а между осью вращения планшайбы и осью наклона стола (см. рис. в табл. 29). Константы столов записывают в паспортах станков и наносят с помощью клеймения на поверхности столов. В процессе эксплуатации плоская поверхность планшайбы изнашивается, и константа Яо изменяется, что вызывает необходимость периодических проверок констант столов. Установка и выверка положения заготовок на планшайбе универсально-поворотных столов аналогичны установке заготовок на горизонтально-поворотных столах. Углоизмерительные системы универсально-поворотных столов позволяют отсчитывать углы наклона планшайбы с точностью 1-3. Если такая точность недостаточна, для более точного определения угла наклона используют специальный центрирующий стержень с шаровым наконечником, который у столов с пересекающимися осями Рис. 8. Схема точного наклона планшайбы на угол а с помощью установочного стержня и ватерпаса; оси планшайбы: / - вращения; - наклона укрепляют в центральном отверг стии планшайбы, так как ось j-верстия планшайбы должна совпадать с осью ее вращения. Например, для того чтобы наклонить планшайбу на угол а (рис. 8), достаточно при горизонтальном положении планшайбы совместить ось шпинделя с осью вращения планшайбы, переместить главный стол станка на величину В и наклоном планшайбы добиться совмещения оси шпинделя с центром шарового наконечника установочного стержня 1. Для совмещения оси шпинделя с центром шарового наконечника можно использовать ватерпас 2. Необходимое перемещение стола В = (Но + и) sin а, где Но - константа универсально-поворотного сТо-ла; т - расстояние от центра шарового наконечника до плоскости планшайбы (величина выгравирована на установочном стержне); а - требуемый угол наклона планшайбы. 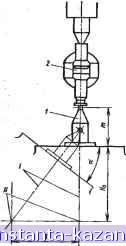 СПИСОК ЛИТЕРАТУРЫ 1. Глухов Н. М. Координатно-расточные станки и работа на них. М.: Высшая школа, 1969. 247 с. 2. Лакирев С. Г. Обработка отверстий. М.: Машиностроение, 1984. 205 с. 3. Пономарев В. Ф. Справочник токаря-расточника. М.: Машиностроение, 1969. 285 с. 4. Табаков П. М., Де.тиокин Л. Н. Работа на координатно-расточных станках. Л.: Лениздат, 1974. 279 с. ГЛАВА 10 ФРЕЗЕРОВАНИЕ Различают фрезерование черновое, чистовое и тонкое (табл. !) Черновое фрезерование применяют для предварительной обработки заготовок, чистовое - для окончательной обработки или перед от- делочной обработкой. Тонкое фрезерование - один из видов отделочной обработки. Фрезерование можно выполнить несколькими способами. Отличительные признаки способа - число одновременно обрабатываемых заготовок или одновременно работающих фрез, конструктивные особенности приспособления, модель станка, вид рабочих и вспомогательных движений, осуществляемых обрабатываемой заготовкой и инструментом. Так, выполняют фрезерование: одновременно нескольких поверхностей заготовки, последовательное, параллельно-последователь-йГ($е,на поворотных приспособлениях или столах, непрерывное. Кри-йбяйнейные поверхности фрезеруют фасонными фрезами, по копиру и с использованием настроенных кинематических цепей. Конструкция и размеры фрез, геометрические параметры их режущих частей. Конструкция, основные размеры и геометрические параметры режущей части фрез приведены в табл. 2 - П и на рис. 1-4. По конструкции различают фрезы цельные и сборные, по форме зубьев - фрезы с остроконечными и затылованными зубьями. Форма остроконечных зубьев может быть обычной (заточка задней иоверхности по одной плоскости), с ломаной спинкой (заточка задней поверхности по двум плоскостям с углами а, и аг) и с криволинейной спинкой. с зубьями обычной формы изготовляют мелкозубые цилиндрические, торцовые, дисковые, шлицевые и другие фрезы, предназначенные для чистовой обработки. Фрезы с зубьями, имеющими ломаную спинку (крупнозубые фрезы), используют для снятия больших припусков при черновой обработке; фрезы с затылованными зубьями - для обработки фасонных поверхностей (обычно затылование производят по спирали Архимеда) У стандартизованных цилиндрических и концевых фрез зубья выполнены с криволинейной спинкой. По способу крепления ножей сборные фрезы подразделяют на фрезы: со вставными ножами из пластинок быстрорежущей стали /4-/4  Рис. 1. Геометрические параметры режущей части цилиндрической а-цельной; б -со вставными ножами |
|||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |