 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 [ 188 ] 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
11. Рекомещ^емые геометрические параметры (...°) режущей части дисковых прорезных фрез с пластинками из твердого сплава при фрезеровании труднообрабатываемых сталей и сплавов
Примечания: 1. Меньшие углы ф применяют для фрез шириной до 1,5 мм; большие значения - для фрез шириной более 1,5 мм. 2. При фрезеровании жаропрочных сталей больший период стойкости имеют цельные фрезы из ВК10-М, а при фрезеровании жаропрочных, титановых и тугоплавких сплавов - фрезы с пластинками нз ВК8 или ВКб-М. вок на цилиндрических заготовках угловые фрезы (рис. 6 и 7) устанавливают относительно заготовки по координатам х и у (jc - смещение фрезы от вертикальной оси заготовки, у - углубление фрезы в тело заготовки). Значения х к у определяют по формулам, приведенным в табл. 13 и 15. Заданное расстояние между фрезами набора обеспечивается установкой стандартизованных колец. Делительные головки. Для расширения технологических возможностей фрезерных станков используют различного типа стандартизованные и специальные приспособления. Делительные головки применяют при фрезеровании: канавок, расположенных на поверхности тел вращения (впадины зубьев сверл, зенкеров, разверток, фрез), граней различных деталей (гаек, головок болтов, лысок на валах Я т. д.), пазов и шлицев на торцовых поверхностях и т. д. 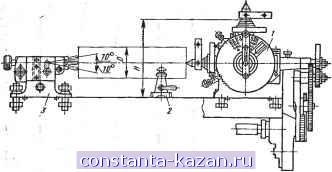 Рис. 8. Схема универсальной делительной головки: 1 - делительная головка; 2 - люнет; 3 - задняя бабка Универсальные делительные головки (рис. 8, табл. 16) изготовляют двух типов: лимбовые (С' делительным диском) и безлимбовые (без делительного диска). С помощью головок этих типов выполняют непосредственное, простое, комбинированное, дифференциальное и непрерывное деления (табл. 17). Настройка фрезерного станка на обработку винтовых канавок. Винтовые канавки фрезеруют концевой фрезой на вертикально-фрезерном станке или дисковой фрезой на горизонтально-фрезерном станке. В табл. 18 приведены формулы для расчета настройки делительной головки на фрезерование винтовых канавок. Режимы резания. Режимы резания выбирают в зависимости от материала обрабатываемой заготовки, типа фрезы, материала инструмента и других условий обработки (табл. 19-31). При скоростных режимах фрезерования {v- 100 + 1000 м/мин) в зависимости от материала обрабатываемой заготовки получают шероховатость поверхностей до Ко = 20 -г 1,25 мкм при черновом фрезеровании и Ко = 2,5 + 0,32 мкм при чистовом. При скоростном резании фрезами, оснащенными пластинками из твердого сплава, инструмент необходимо надежно и жестко крепить в шпинделе. Для повышения качества обработанной поверхности и периода стойкости торцовой фрезы шпиндельную головку поворачивают на угол р = 20- 30, чтобы исключить царапание обработанной поверхности зубом фрезы. , Для фрезерования СОЖ выбирают из табл. 32. Фрезы из сверхтвердых материалов. Основные размеры и геометрические параметры торцовых фрез с ножами из композита приведены ..в табл. 33 и 34. Применяют однозубые и многозубые фрезы. Достоинством многозубых фрез являются возможность получения больших подач при малых подачах на зуб и высокая надежность в Схема обработки Направление винтовой канавки фрезы вращения щпинделя осевой силы Назначение  Левое В шпиндель Встречное фрезерование заготовок с неснятой коркой при большой глубине резания  Левое В шпиндель Попутное фрезерование предварительно обработанных нежестких деталей  шпинделя Левое Левое шпинделя Фрезерование закрытых пазов |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |