 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 [ 198 ] 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 33. Основные размеры (мм) торцовых насадных фрез со вставными ножами, оснащенными композитом (ОСТ2 И61-6-79) 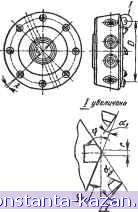 Предназначены для чистовой обработки деталей из закаленных сталей и чугунов
34. Геометрические параметры торцовых фрез со вставными иожамн, оснащенными композитом Геометрические параметры, ... Обрабатываемый материал
Передний угол у Задний угол: главный а вспомогательный aj Угол в плане: главный ф вспомогательный ф. Угол наклона X режущей кромки Фаска или радиус при верщине г, мм 35. Обработка плоских поверхностей деталей металлорежущих станков фрезами, ос1юшеяными вставками из композита 01
36. Режимы резания торцовыми фрезами с режущей частью из композита Материал обрабатываемой заготовки Марка композита Режимы резания Скорость V, м/мин Подача S, мм/об Глубина резания /, мм инструментальные, легированные, конструкционные 40 < яде < 50 закаленные: 50 < HRC < 60 60 < HRC< 70 Чугуны: серые и высокопрочные, НВ 150-270 отбеленные закаленные, НВ 400 - 600 Серый чугун и закаленная сгаль (совместная обработка) Закаленная сталь и твердый сплав марок ВК15, ВК20, ВК25 (совместная обработка) 150 - 200 0,07-0,15 200-300 80-120 0,01-0,07 0,07-0,15 0,5-1,5 0,1-0,2 01; 02; 09; 10 100-140 70-90 0,01-0,04 0,02-0,12 0,5-1,0 80-120 400 - 600 0,01-0,03 0,07-0,15 600- 120С 80-150 0,01-0,04 0,07-0,10 0,05-0,15 1,0-2,0 0,1-0,2 120-150 80-140 0,01-0,04 0,07-0,15 0,5-1,0 0,05-0,15 09; 10 100-200 10-20 20-30 0,01-0,04 0,05-0,10 0,01-0,03 0,3-0,5 0,05-0,1 Примечания: 1. Композиты: 01 - зльбор-Р; 02 - белбор; 09 - смесь вюртпитного и кубического нитрида бора; 10 - гексанит-Р. 2. В числителе приведены данные для получистовой обработки, в знаменателе - для чистовой. 37. Режимы резания торцШыми фрезами с механическим креплением пластин из композита 05 и минералокерамики
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |