 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 [ 199 ] 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
Примечания: I. Для фрез, оснащенных пластинами из минералоке-рамики В-3, режимы резания должны быть снижены на 15%. 2. Композит 05 - кубический нитрид бора с легирующими добавками. 3. Ширина фрезерования равна (0,6 + 0,8) Лф, где £)ф - диаметр фрезы, мм. 38. Нестандартизованные приспособления для обработки деталей иа фрезерных станках Приспособление для выполнения нескольких операций 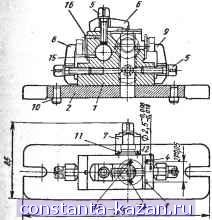 Обрабатываемая заготовка  Материал - сталь Для закрепления заготовки типа втулки при проведении пяти операций. Приспособление состоит из корпуса /, к которому приварена нижняя плита 2. Базами обрабатываемой заготовки служат два отверстия 0 2,5Н9 и торец. В корпус запрессовано восемь фиксаторов, из которых четыре - цилиндрические, а остальные-ромбические (поз. 3, 4, II, 12, 13, 14, 15 и 16). В корпусе установлены болты J, которыми закрепляют прихваты 6, 7, 8 к 9. При фрезеровании торцового паза 6Я11 и паза 1,5 + 0,1 мм обрабатываемую заготовку устанавливают на фиксаторы 13, 14 и закрепляют прихватом 6 при завинчивании болта J. При фрезеровании боковой плоскости с обеспечением размера от оси отверстия, равного 7 мм, заготовку устанавливают на фиксаторы 3 V 4 V закрепляют прихватом 9. Пазы размерами 3±0,1 и 4,3+0,1 мм фрезеруют концевой фрезой при установке заготовки на фиксаторы 15 и 16, причем обрабатываемую заготовку закрепляют прихватом 8. При обработке паза размером 1Я12 заготовку устанавливают на фиксаторы И и 12. Закрепляют заготовку прихватами 7 v 10 (установочные штифты). Достоинства приспособления: легкость и быстрота закрепления обрабатываемой заготовки, универсальность, малая трудоемкость изготовления. Приспособление с двойным зажимом 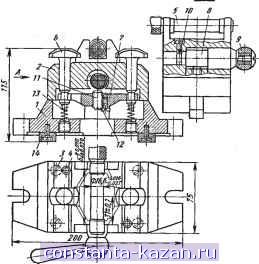 Обрабатываемая заготовка  Материал - алюминиевый сплав Для обработки трех плоских поверхностей рамы прибора с обеспечением размеров 32А11 и 35А11. Базы: отверстие 0 16,6Я9, боковая сторона и поверхности, составляющие размер 62*11. На основании 1 закреплен корпус 2 четырьмя винтами 3 и двумя контрольными штифтами 4. Заготовку устанавливают на верхнюю плоскость корпуса 2. На этой плоскости имеются два выступа с пазами, предназначенные для ориентации заготовки. Фиксатор 5 вставляют в пазы корпуса, а заготовку размером 62А11 располагают между выступами и закрепляют двумя прижимами 6. Нижние концы прижимов свя-заны коромыслом 7, расположенным в полости, образованной выемкой между основанием и корпусом. Усилие зажима создается эксцентриком 8 и рукояткой 9. Эксцентрик смонтирован в отверстиях корпуса и от осевого перемещения предохранен винтом 10. Контакт эксцентрика с коромыслом осуществляется через регулировочный винт 11, который после регулирования стопорят винтом 12. При повороте эксцентрика коромысло опускается вниз и тянет за собой прижимы, которые закрепляют обрабатываемую заготовку. Ориентирование приспособления на столе станка обеспечивают двумя щпонками 14. Достоинства приспособления: простота конструкции и надежность закрепления заготовки. Приспособление с пневмогидравлическим зажимом 4 S 2 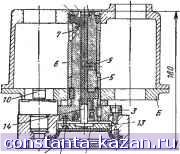 77 75 72 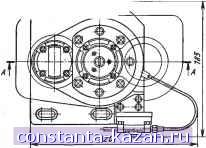 Обрабатываемая заготовка
Материал - алюминиевый сплав Для фрезерования плоскости бобыщки в заготовках типа корпуса. В отверстии основания 1 приспособления установлена оправка 2, закрепленная винтами 3. На оправке установлены две упругие тонкостенные втулки 4 и 5, между которыми расположен стакан б. Внутри оправки имеются каналы, заполненные гидропластмассой Выходы каналов закрыты резьбовыми пробками 7.8 и 9. Заготовку устанавливают на втулки до упора, базируя ее по двум со-осным отверстиям 0 40Н7, и фиксируют от проворота пальцем 10. В пневма- |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |