 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 [ 200 ] 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 тическую камеру, расположенную между нижним фланцем и диафрагмой 12, подают сжатый воздух. Диафрагма, деформируясь, перемещает кольцо 13 и связанный с ним плунжер 14. Плунжер давит на гидропластмассу, вследствие чего происходит деформация тонкостенных втулок и закрепление обрабатываемой заготовки. По окончании обработки сжатый воздух выпускают из рабочей камеры, и три пары пружин 15 отводят кольцо вместе с плунжером в исходное положение. Преимущества конструкции: быстрота переустановки обрабатываемых заготовок, точность и надежность их закрепления. Приспособление для фрезерования лысок на цилиндрических деталях 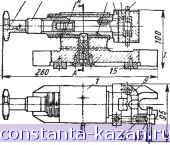  Сгема ; устано8/ги детат е приспособлении  Обрабатываемая заготовка Материал - сталь Для фрезерования лысок размером 2,2 мм с -двух концов оси. В отверстии корпуса / приспособления запрессована стальная закаленная втулка 2, в которой установлен щпиндель 3 с оправкой 4. Оправка затянута гайкой 5, на резьбовой конец которой навинчена ручка 6. К оправке винтами 7 прикреплена призма S, в которую устанавливают заготовку и закрепляют прижимом 9 при навинчивании гайки 10 на шарнирный болт . После окончания обработки одного конца заготовку поворачивают ручкой на 180° вместе с оправкой, шпинделем и другими деталями приспособления. Перед началом процесса деления фиксатор 12 отводят вниз рукояткой 13. В рабочее положение фиксатор перемещается. пружиной 14. Для ориентации приспособления на столе станка используется шпонка 15. Достоинства приспособления: малая трудоемкость переустановки обрабатываемых заготовок, удобство вьшолнения длительного пропесса. СПИСОК ЛИТЕРАТУРЫ 1. Аврутнн С. В. Рациональные работы фрезеровщика. 7-е изд. М.: Машиностроение, 1967. 332 с. 2. Аврутин С. В. Фрезерное дело. 5-е изд. М.: Высшая школа, 1963. 542 с. 3. Альбом приспособлений для металлорежущих станков, применяемых в приборостроении/А. Н. Гаврилов, П. И. Ковалёв, Б. А. ХоХ' лов, Н. Ф. Жердев. М.: Машгиз, 1963. 216 с. 4. Косилюа А. Г., Мещеряков Р. К., Калинин М. А. Точность обработки заготовки и припуск в машиностроении. М.: Машиностроение, 1976. 288 с. 5. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Ч. 1. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. М.: Машиностроение, 1967. 412 с. 6. Плотицын В. Г. Расчеты настроек и наладок фрезерных станков. М.: Машиностроение, 1969. 182 с. 7. Режимы резания металлов: Справочник/Под ред. Ю. В. Барановского. 3-е изд. М.: Машиностроение, 1972. 407 с. 8. Смазочно-охлаждающие жидкости для обработки металлов резанием: Рекомендации по применению. М. НИИмаш, 1979. 94 с. 9. Справочник металлиста. В 5-ти томах. Т. 3/Под ред. А. Н. Ма-лова. М.: Машиностроение, 1977. 748 с. Г.ЯАВА 11 СТРОГАНИЕ И ДОЛБЛЕНИЕ Основные типы стандартизованных строгальных и долбежных резцои и их размеры приведены в табл. 1 и 2, геометрические параметры режущей части строгальных резцов - в табл. 3. Сборные строгальные резцы применяют при обработке на тяжелых продольно-строгальных станках плоских поверхностей корпусных стальных и чугунных заготовок с большими припусками (заготовки с загрязненной коркой и раковинами в поверхностном слое). Строгальные прорезные резцы, кроме своего прямого назначения, могут использоваться при подрезке торцов, обработке V-образных направляющих, для получистового и чистового -строгания поверхностей. Для обработки чугунных заготовок средней твердости {НВ 200- 220) рекомендуются сборные строгальные резцы со следующими геометрическими параметрами режущей части: у = -fl0°; Х~ +6°; а = = tti = 6 /= 1,5 3 мм; 7ф = 0-г5°; г-Зч-8 мм. В том случае, если обрабатывается заготовка из чугуна с отбеленной или сильно загрязненной металлическими включениями коркой, необходимо угол уф уменьшить до -5°. При строгании стальных заготовок резцами, оснащенными пластинками из сплавов ВК8-В, ВК15, ТТ7К12 и Т5К12-В, уменьшают: у ДО 5 °, / до 0,8 - 1 мм и Уф до -5°. Рекомендуемые режимы резания при черновой и чистовой обработке плоских поверхностей пазов и отрезке на продольно-строгальных, поперечно-строгальных и долбежных станках приведены в табл. 4-11. . При многорезцовом строгании с делением припуска по глубине резания подачу назначают по максимальной глубине резания на один резец. При многорезцовом строгании с делением подачи между отдельными резцами подачу на один двойной ход увеличивают в соответствии с числом работающих резцов. Скорость резания при этом назначают в зависимости от подачи на один резец. 1. Основные размеры стацдартизованных строгальных резцов
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |