 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 [ 207 ] 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Нарезание резьбы метчиками. Наиболее широко используемым режущим инструментом для нарезания внутренней резьбы является метчик. Различают метчики ручные, машинно-ручные, машинные и гаечные. Метчики машинно-ручные для метрической резьбы с крупным и мелким шагом изготовляют по ГОСТ 3266 - 81; метчики машинные с винтовыми канавками - по ГОСТ 17933-72; метчики машинно-ручные с укороченными канавками - по ГОСТ 17931-72; метчики гаечные - по ГОСТ 1604-71, ГОСТ 5.1764-72, ГОСТ 6951-71; метчики ручные по ОСТ 2-И50-1-73. Метчики машинно-ручные твердосплавные изготовляют по ГОСТ 3266-81, ТУ 2-035-116-70; метчики машинные для нарезания резьб диаметром до 1 мм - по ГОСТ 8859 - 74; метчики машинные для станков с ЧПУ - по ОСТ 2-И52-1-74. Метчики машинно-ручные для нарезания трубной резьбы изготовляют по ГОСТ 3266-81, ГОСТ 6627-74, ОСТ 2-И50-1-73, ТУ 2-035-116-70. Для нарезания трапецеидальной резьбы используют метчики-протяжки. Диаметры отверстий под нарезание метрической резьбы регламентированы ГОСТ 19257 - 73. Основные геометрические параметры метчиков приведены на рис. 8. Режущая часть метчиков характеризуется длиной углом заборного конуса ф, задним углом а и передним углом у, взаимным расположением режущих кромок отдельных зубьев, формой резьбовых участков режущей части. Угол заборного конуса ф и его длина li позволяют определить толщину среза а и нагрузку на инструмент. Величина среза (мм) а = рМФ., где Р - шаг нарезаемой резьбы; z - число зубьев или канавок мет- ч t - 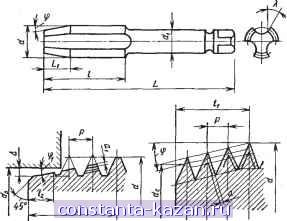 Рис. 8 Основные геометрические параметры метчиков Задний угол а связан с величиной затылования К и диаметром окружности, описанной вокруг рассматриваемого сечения. Величину затылования К на окружном шаге определяют по формуле tg а = --, где Z - число канавок метчика; di - внутренний диаметр метчика В зависимости от -обрабатываемого материала рекомендуются следующие передние углы: Материал заготовки ° Бронза, чугун..................0-3 Сталь средней твердости и твердая.........0 - 5 Сталь меткая и вязкая, латунь...........9-11 Алюминий, силумины, дюралюминий......... 20 - 25 Метчики а, Ручные и маппшно-ручные для глухих отверстий и метчики к станкам с ЧПУ...............4-5 Гаечные и машинно-ручные для сквозных отверстий . . . 8 - 12 Стойкость метчиков приблизительно обратно пропорциональна углу ф заборной части, поэтому необходимо стремиться к работе метчиками с большей длиной заборной части. При нарезании резьбы в сквозных отверстиях следует применять гаечные или одинарные машинно-ручные метчики с ф < 7 °, а при нарезании резьбы в глухих отверстиях - одинарные машинно-ручные метчики с фйгП или ф 7 °, если допускается соответствующий этим углам сбег резьбы. Применять комплектные маишнно-ручные метчики целесообразно только при нарезании резьбы в глухих отверстиях, имеющих ограниченные длину и сбег резьбы, и в труднообрабатываемых материалах. 6. Допустимый износ Йо
Примечание. При работе по серому чугуну (НВ 187 - 207) значения hf, могут быть увеличены в 1,5 раза. За критерий затупления метчиков принимают износ й„ по уголкам режущих зубьев. Значения й„ в зависимости от основных параметров инструмента при обработке конструкционной углеродистой стали 45 (ЯВ 192-212) (а = 6°; и = 8 -;- 20 м/мин) приведены в табл. 6. Поправочные коэффициенты для допустимого износа метчиков в зависимости от основных параметров инструмента и условий обработки приведены ниже. Поправочный коэффициент А/п при номинальном диаметре метчика d = 6 52 мм и щаге резьбы Р = 0,5 ч- 5,0 мм: Задний угол а, ° 6.....................1,0 12....................0,71 19....................0,56 Поправочный коэффициент К/,: Скорость резания и, м/мин К/, 2................ 0,б'1 5................ 0,84 8................ 1,0 20................ 1,0 25................ 0,9 30................ 0,82 35................ 0,76 7. Поправочный коэффициент А), ,
В отличие от инструментов других типов стойкость метчиков из-за их особенностей не назначают, а определяют по формулам при выбранных скоростях резания. Формулы для определения стойкости при нарезании резьбы метчиками в деталях из углеродистой конструкционной стали твердостью НВ 197-212 (а = 6°; и = 8 20 м/мин) приведены в табл. 8. Поправочные коэффициенты на стойкость метчиков для измененных условий эксплуатации в зависимости от скорости резания, заднего угла, механических свойств обрабатываемого материала и угла заборной части приведены ниже. |
||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |