 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 [ 209 ] 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Для создания наиболее благоприятных условий работы каждого метчика в комплекте необходимо правильно распределить между ними работу. Рекомендации рационального распределения нагрузки по срезаемой площади профиля даны в табл. 12. При таком распределении нагрузки достигается равномерное затупление метчиков в комплекте и максимальное число нарезаемых отверстий. Рекомендуемые СОЖ даны на стр. 620, а скорости резания при нарезании резьбы в сквозных отверстиях в табл. 13. Нарезание резьбы круглыми плашками. Плашки применяют для нарезания наружной резьбы. Размеры плашек для нарезания крупной и мелкой метрической резьбы и трубной цилиндрической резьбы регламентированы ГОСТ 9740-71 и ОСТ 2-И55-1-73, для трубной конической резьбы - ГОСТ 6228-80. Диаметры стержней под нарезание метрической резьбы выбирают по ГОСТ 19258 - 73, трубной цилиндрической резьбы - по ГОСТ 21347-75, а трубной конической резьбы - по ГОСТ 21349-75. Основные геометрические и конструктивные параметры плашек приведены на рис. 9. Режущая часть плашки характеризуется длиной It, углом в плане или углом конуса ф в заборной части, формой передней и задней поверхностей, передним у и задним а углами в нормальном сечении к оси плашки, углом наклона режущей кромки. Длина режущей части плашки d-d + 2е 21еф где d - номинальный диаметр резьбы, мм; е принимают по табл. 14; йвн = 1,2269 Р - номинальный внутренний диаметр резьбы, мм. В зависимости от обрабатываемого материала рекомендуются следующие значения переднего угла: Обрабатываемый материал Передний угол у, ° Сталь (средней твердости и твердая), бронза..... 10-12 Сталь (мягкая, вязкая), латунь............ 15 - 20 Алюминий, силумин, дюралюминий..........20 - 25 Калибрующую часть круглой плашки выполняют без заднего угла, что является недостатком конструкции плашки. На заборной части обязательно предусматривается задний угол; обычно а = 710°. Плашки затылуют по углу заборного конуса на специальных станках по спирали Архимеда. Величина затылования (мм) на угловом шаге зубьев плашки где di - внутренний диаметр плашки; z - число стружечных отверстий или перьев плашки; а - задний угол. 12. Распределение нагрузки по нлощади профили резьбы между метчиками комплекта Число Нагрузка на метчик (%) по срезаемой плошади
13. Скорость резания (м/мии) при нарезании резьбы н сквозных отверстиях деталей из труднообрабатываемых материалов
14. Значения e в зависимости от диаметра нарезаемой резьбы
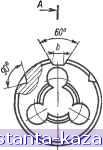 метим шагом 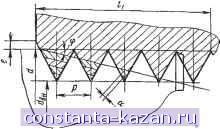 Рис. 9. Основные геометрические и конструктивные параметры круглых плашек Угол конуса заборной части плашек ф = 20 -=- 30 °. При нарезании резьбы у плашки необходимо принимать меньшие углы ф в целях улучшения качества нарезанной резьбы и увеличения стойкости плашек. Так, при уменьшении угла 2ф от 50 до 40° стойкость плашек увеличивается на 50%. Толщина слоя, срезаемого круглыми плашками, относительно небольшая, что предопределяет лимитирующий износ по задним поверхностям. Допустимый износ (мм), определяемый как наибольшая ширина площадки износа на одном из режущих зубьев, h = 0,Ы°, где д. - номинальный диаметр резьбы, мм. Стойкость круглых плашек целесообразно определять по формулам при выбранных скоростях резания. Скорость и стойкость резания при работе круглыми плашками j-0,51,2 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |