 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 [ 212 ] 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 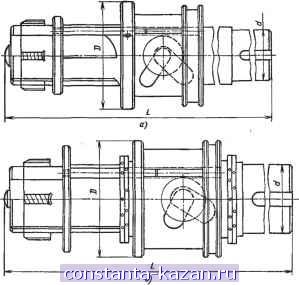 Рис. 13. Резьбонарезные головки для нарезания внутренней резьбы: с-КБ; б-РНГВ 20. Технические характеристики головок
должен превышать 0,8-2,0 мм в зависимости от шага резьбы. Гребенки затачивают на универсально-заточном станке в приспособлении или поворотных тисках. Резьбонарезные головки для нарезания внутренней резьбы (рис. 13) изготовляют по чертежам завода Фрезер и ТУ 2-035-326-73. Технические характеристики головок приведены в табл. 21. Головки предназначены для нарезания внутренней резьбы на токарных, револьверньк, резьбонарезных, сверлильных станках и автоматах и могут работать как невраЩающимися, так и вращающимися. Резьба нарезается за один переход. Головки могут работать с принудительной подачей с помощью ходового винта или копира или самозатягиванием. После окончания нарезания резьбы головка автоматически выключается, плашки сводятся к оси головки, в результате чего можно вывести головку из отверстия обработанной детали без вывинчивания, что обеспечивает высокую производительность и хорошее качество резьбы. Плашки к резьбонарезным головкам изготовляют по чертежам завода Фрезер . 21. Тех1П1ческие характеристики головок
Для нарезания резьбы головкой необходимо применять плашки с соответствующим обозначением номера головки, диаметра и шага резьбы. Плашки могут работать только комплектно. Плашки выпускают для нарезания резьбы в сквозных отверстиях с углом наклона заборной части ф = 15 20 ° и передним углом у = 25 °. Задний угол по профилю резьбы плашек ai = 1 -г- 2°, а по заборной части а = 6°. Головку на станке необходимо устанавливать соосно с отверстием обрабатываемой детали. Скорость резания выбирают по табл. 19. Предельно допустимый износ не должен превышать 0,3-0,7 мм. Плашки затачивают на универсально-заточном станке в специальном приспособлении, выпускаемом заводом Фрезер . Рекомендуемые СОЖ при работе резьбонарезными головками всех типов приведены на стр. 620. Фрезерование резьбы гребенчатыми резьбовыми фрезами. Гребенчатые фрезы применяют для фрезерования наружной и внутренней резьб (длиной 75 мм). Наименьший диаметр наружной резьбы 10 - 15 мм, а внутренней 18 - 20 мм. Гребенчатые фрезы изготовляют с коническим хвостовиком (рис. 14) и насадными (рис. 15). Размеры фрез и технические условия регламентированы ГОСТ 1336 - 77. Основные исполнительные размеры приведены в табл. 22 и 23. Кот Мо/ае  Рис. 14. Резьбовая гребенчатая фреза с коническим хвостовиком [ЧЛЛ  Рис. 15. Резьбовая гребенчатая насадная фреза |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |