 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 [ 215 ] 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Основные размеры и технические требования к резьбонакатным плоским плашкам для накатьшания метрической резьбы регламентированы ГОСТ 2248 - 80, а основные размеры и технические требования к резьбонакатным роликам - ГОСТ 9539 - 72. Данные, характеризующие область применения накатывания, приведены в табл. 28. Наибольшими возможностями при накатывании резьбы обладают двухроликовые резьбонакатные станки, но производительность их невысокая, что является ограничением при накатывании деталей с диаметром менее 20 мм. Наибольшую производительность имеют резьбонакатные станки с инструментом в виде ролика-сегмента. Однако область их применения ограничена деталями с диаметром менее 15 мм и длиной резьбы до 2d - 3d мм, где d - диаметр накатываемой резьбы. Резьбонакатные станки с плоскими плашками целесообразно использовать для деталей диаметром менее 27 мм. Накатьшание резьбы может осуществляться на деталях из углеродистых и легированных конструкционных сталей, цветных металлов и сплавов, труднообрабатываемых материалов, способных подвергаться пластическому деформированию и характеризующихся относительным удлинением не менее 8-12%, поперечным сужением 50 - 60%, Св400- 1300 МПа и твердостью НВ до 115-400. Диаметр заготовки под накатывание наружных резьб рассчитьша-ется, исходя из условия постоянства объема металла до и после деформации с некоторыми допущениями. 28. Область применения холодного накатывания резьб Резьба одно- и многозаходная Треугольная (метрическая) Трапецеидальная Круглая Пилообразная Специальная (шурупы) т винтах (для дерева) Методы накатывания п.аоскими плашками .s>s 2 S с а -1--1--1- ро.ои- том двумя ро.анкамн -1-+ + + + тремя роликами -1--1-+ Для точной треугольной резьбы номинальный диаметр заготовки 4аг. ом = I [32 (d ~d\)-2 (d ~d\) + ~id + dm. Для накатывания трапецеидальной резьбы заг.ном dl + [3di(h + d2 + H-d) + h{2h + 3d2 + 3H- 3d)-]; iti COS ш введя обозначение к = получим / .2 , 2М2 Ql + d2 + H-d) -Тк где а - угол профиля резьбы; Р - шаг резьбы, мм; d - наружный диаметр резьбы, мм; di - внутренний диаметр резьбы, мм; 2 - средний диаметр резьбы, мм; h -- высота профиля резьбы, мм; Н = 1,866Р - постоянная величина для каждого шага резьбы; - диаметр, описываемый центром тяжести, мм; \/ - угол подъема винтовой линии; к = 1,02 1,04 - коэффициент. Полученные результаты должны быть скорректированы в процессе работы. Максимальный допуск на диаметр заготовки принимают равным половине поля допуска на средний диаметр резьбы. К форме заготовки и состоянию ее поверхности предъявляются следующие требования: а) на торце заготовки должна быть снята фаска, угол которой соответствует углу заборной части резьбонакатного инструмента; б) шероховатость обработанной поверхности заготовки должна соответствовать заданным точностным параметрам; в) на деталях с заплечиками до накатывания резьбы необходимо выполнить канавку, ширина А которой может быть выбрана по рис. 18 в зависимости от шага юкатываемой резьбы; г) на деталях из азотируемых сталей резьбу следует накатывать до азотирования. При эксплуатации резьбонакатных плоских плашек и резьбона-катных роликов необходимым условием является их правильная установка. При установке резьбонакатного инструмента для накатывания однозаходной резьбы необходимо, чтобы вершины резьбы одного инструмента располагались строго симметрично против впадин другого инструмента. Это достигается с помощью специальных шаблонов или калибров. При применении резьбонакатных плоских плашек и роликов необходимо иметь в виду, что их изготовляют комплектно, и перестановка плашки или ролика из одного комплекта в другой не допускается. Скорость накатывания резьбы выбирают в зависимости от обрабатъшаемого материала и шага накатьшаемой резьбы. При накатывании резьбы скорость накатывания может быть выбрана по табл. 29. Радиальная подача детали при накатывании резьбы накатными Рис. 18. Зависимость ширины канавки от шага резьбы: 1 - метрической; 2 - трапецеидальной роликами (перемещение резь-бонакатного ролика в радиальном направлении, отнесенное к одному обороту детали) может быть выбрана по табл. 30. В качестве смазочно-охлаждающей жидкости (СОЖ) при накатывании резьбы иа деталях из углеродистых конструкционных и легированных сталей рекомендуется использовать жидкость иа масляной основе марки ОСМ-3; при накатывании резьбы иа деталях из коррозионно-стойких сплавов - СОЖ марки МР-1У или МР-3, а на деталях из латуни или алюминиевых сплавов - СОЖ марки МР-2У или ОСМ-3. 29. Рекомендуемые скорости накатывания резьбы, м/мин 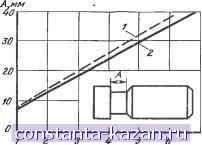
30. Рекомендуемые радиальные подачи, мм/об
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |