 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 [ 227 ] 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Скорости резания при черновой обработке составляют 30 - 40, при чистовой - 50 - 55 м/мин. Нарезание конических колес с циклоидальной линией зуба осуществляют резцовыми головками методом непрерывного деления. Вращение резцовой головки вокруг своей оси (движение резания) согласуют с непрерывным вращением обрабатываемого колеса так, чтобы после обработки группой резцов одного зуба колеса следующая группа резцов обрабатывала другой зуб. Резцовая головка содержит три -пять групп резцов, каждая из которых имеет два резца, обрабатывающих боковые поверхности зубьев (один - вогнутую, другой - выпуклую), и один средний резец, обрабатывающий дно впадины зуба. Изготовление червяков в червячных колес. Нарезание цилиндрических червяков проводят: резцами - на токарно-винторезных станках, дисковыми фрезами - на резьбофрезерных и зубофрезерных, а также специальных станках (табл 24); обкаточными резцами типа долбяков - на специальных зубодолбежных станках, а также пальцевыми фрезами. Для окончательной обработки применяют шлифование, притирку и полирование. При обработке резцами червяков, имеющих линейчатую винтовую поверхность, прямолинейные режущие кромки резцов располагают в плоскости сечения червяка, в которой лежит прямолинейная образующая его боковой поверхности (рис. И). Эвольвентные червяки обрабатывают плоским торцом инструмента дискового типа (фрезой, шлифовальным кругом). При этом ось инструмента разворачивают к оси червяка под углом £ (рис. 12), равным угл^ у наклона образующей винтовой поверхности червяка. Правую и левую стороны профиля обрабатывают раздельно. При обработке червяков других типов используют дисковый инструмент фасонного профиля. 24. Технические характеристики станков для нарезания червяков я червячных колес
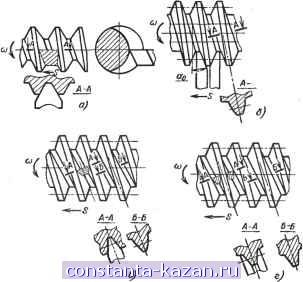 Рис. 11. Схемы нарезания червяков; а - архимедовых; б - эвольвентных; в - конволютных с прямолинейным профилем по впадине витков; г - то же, с прямолинейным профилем по витку  Рис. 1Z Шлифование эвольвеит-ного червяка плоскостью круга Режимы резания при фрезеровании червяков дисковыми фрезами приведены в табл. 25. Шлифование червяков осуществляют со скоростями: 20 - 25 м/с при предварительном щдифовании, 30 - 35 м/с при чистовом шлифовании и с подачами за рабочий ход: 0,05 - 0,10 мм - при предварительном шлифовании и 0,003 - 0,05 мм - при чистовом.  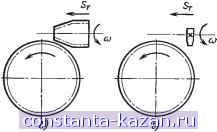 Рис. 13. Методы нарезания червячных зубчатых колес: а - с радиальной подачей; б - с тангенциальной подачей; в - летучим резцом 25. Режимы резания при фрезеровании червяков дисковыми фасонными фрезами
26. Режимы резания при нарезании червячных колес червячными фрезами
* в числителе - скорость резания при радиальной подаче, в знаменателе - при тангенцшльной. , Примечание. Режимы резания приведены для станков с мощностью привода 1,5-4 кВт. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |