 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 [ 239 ] 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 изд 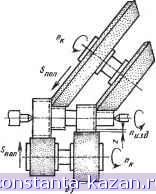 Рис. 2. Схема круглого наружного шлифования: я - в центрах с продольной подачей; 6 - многокруговое шлифование совершает врашательное движение, планетарное вращение и движение вдоль образующей конуса, ось которого составляет угол 30° с осью вращения шпинделя. Отклонение от круглости конусных отверстий - 0,02-0,05 мм. Обработку неподвижных упорных центров (переднего и заднего) круглошлифовальных станков для обеспечения высокой точности их формы (.минимальных отклонений от круглости и прямолинейности образующих) чаще всего производят в шпинделе передней бабки станка, повернутом на 30°. Для крупных шлифовальных цехов и заводов массового производства со значительным парком круглошлифовальных станков целесообразно шлифование и перешлифовку центров производить на центрошлифовальных станках, например, типа SAXKS6 (ГДР). Шлифуемый упорный центр устанавливают в переходную втулку шпинделя бабки изделия, повернутой относительно направления продольной подачи стола на половину угла конуса. После шлифования на месте или на специальном станке регулируют соосность упорного центра задней бабки с упорным центром передней бабки. Корректирование Рис. 3. Схемы шлифования несущих центров детали: а - сплошное шлифование; б - врезное шлифование; в -шлифованиес продольной подачей; г - шлифование с продольной подачей и планетарным движением шлифовального шпинделя неподвижной детали 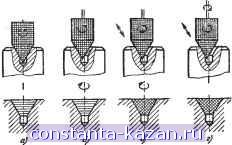 взаимного расположения осей обрабатьтаемой заготовки и направляющих стола (поворотом верхнего стола) можно выполнить и в процессе работы станка, если конусообразность шлифованной детали больше допустимой. Отклонение от круглости опор шпинделя передней бабки менее влияет на отклонение формы поперечного сечения заготовки, если шпиндель установлен на гидро- или аэростатических опорах (вместо подшипниковых опор), так как в этом случае жесткость шпинделя увеличивается до 20 Н/мкм и более. Шероховатость Ra поверхностей, обработанных на таких станках, не превьппает 0,04 мкм. В особо-точных станках источники тепла и вибраций (гидростанцию с приводом, баки и узлы подачи и очистки СОЖ) выносят за пределы базовых узлов и вводят устройство, благодаря которому температура нагрева смазочного материала не превышает допустимых значений и зазоры в опорах шпинделей соответствуют расчетным. На прецизионных станках с ЧПУ получают стабильные импульсные поперечные подачи 1-2,5 мкм и плавные подачи при врезании. Точность выхода шлифовальной бабки в заданную позицию составляет 0,2-1 мкм (в зависимости от класса точности станка). В условиях крупносерийного и массового производства, а также при обработке сложных фасонных деталей типа замков лопаток газотурбинных двигателей, как правило, шлифование вьшолняют методом врезания с применением многокруговых наладок (см. рис. 2, б). Уравновешенность системы многокруговых наладок достигается при сборке кругов на запасном шпинделе. При этом имеющиеся неуравновешенности взаимно компенсируются за счет смещения иа определенный угол тяжелой части каждого последующего круга относительно предыдущего (рис. 4). Круги, входящие в комплект, балансируют, и их тяжелые части отмечают стрелками, направленными под углом 90° по отношению к рабочему месту. При установке на оправку стрелки-указатели тяжелых частей двух кругов смещаются на угол, равный 360°/й, где и - число кругов в наладке. Уравновешенность кругов входящих в комплект, должна соответствовать 1-му классу.  Рис. 4. Схема балансировки кругов при многокруговой наладке: 1-5 - порядковые номера кругов; в-тяжелая часть круга Внутреннее шлифование (рис. 5) применяют при обработке точных отверстий в закаленных стальных деталях. Шлифовальный круг и заготовка совершают вращательное движение и дополнительно круг - возвратно-поступательное движение вдоль оси заготовки. Шлифование внутренних закрытых поверхностей и канавок может быть вьшолнено врезанием (без продольной подачи). По характеру круговой подачи станки подразделяют на обычные и планетарные. Патрон для установки деталей шлифуют на месте. При обдирочном шлифовании диаметр кулачков патрона больше наружного диаметра зажимаемой детали на 0,08 - 0,15 мм; при чистовом шлифовании - на 0,03 - 0,05 мм. Торцовое биение патронов не должно превышать 0,01 мм. Наибольшую производительность и наименьшую шероховатость шлифованных поверхностей получают кругом, диаметр которого определен по формуле = KD, где К - коэффициент, зависящий от диаметра отверстия £>отв: £>отв, мм............. 30-40 50-150 К................ 0,95 0,85-0,75 Правильность установки передней бабки проверяют пробным шлифованием по равномерности искрения при касании круга поверхности цилиндрического отверстия у двух противоположных торцов заготовки. Если искрение отсутствует, это означает, что отверстие имеет конусообразную форму, и необходимо регулирование осей передней и шлифовальной бабок. Зону продольного хода стола при шлифовании с осцилляцией сквозных отверстий устанавливают такой, чтобы обеспечить выход круга из отверстия с каждой стороны на (1/3+ 1/2) Я, где Я - высота круга. Контроль диаметра шлифованного отверстия проводят в процессе шлифования щупом прибора активного контроля. При работе до жесткого упора в станке предусматривают компенсацию износа круга (рис. 6). Перед шлифованием первой детали вводимый в отверстие 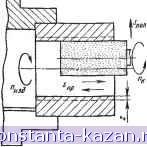  Рис. 5. Схема круглого внутреннего шлифования с продольной подачей Рис. 6. Схема компенсации износа шлифовального круга при работе до упора |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |