 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 [ 240 ] 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 круг не доходит до внутренней поверхности детали на величину Д. При шлифовании снимается припуск 8 на сторону заготовки, а круг изнашивается на величину а. Бабка изделия должна переместиться на величину Д + 8 + с. При шлифовании следующей заготовки износ круга составит 2а и т. д.; рабочий ход бабки будет соответственно возрастать. Для того чтобы рабочий ход бабки оставался постоянным, ее вспомогательный ход после шлифования одной заготовки уменьшают на износ круга, например, с помощью храпового механизма, обеспечивающего компенсацию износа круга в пределах 0,002 - 0,6 мм с разбросом не более 0,002 мм, или электронного устройства с шаговым двигателем - в станках с ЧПУ. Бесцентровое шлифование отличается от шлифования в центрах тем, что обрабатьшаемые детали шлифуются и им сообщается вращательное движение без крепления в центрах. Базой является обрабатываемая поверхность. При круглом наружном бесцентровом шлифовании оба круга вращаются в одну сторону с разными скоростями: рабочий круг - со скоростью 30 - 35 м/с, ведущий - со скоростью, в 60-100 раз меньшей. Опорой для шлифуемой детали служит нож со скошенной рабочей поверхностью, расположенный между рабочим и ведущим кругами (рис. 7, а). Нож устанавливают так, чтобы центр детали находился выше центров станка (в большинстве случаев) или ниже их (шлифование длинных тонких деталей - прутков). Угол поворота ведущего круга по отношению к рабочему кругу, составляющий 2,5 - 6° при предварительном шлифовании и 1 - 2° при окончательном шлифовании, обеспечивает перемещение детали при шлифовании с продольной подачей напроход или до упора, а поворот в пределах 0,5° - плотный прижим детали к упору при врезном шлифовании. При внутреннем бесцентровом шлифовании базой является наружная поверхность детали, контактирующая с опорным (поддерживаю- 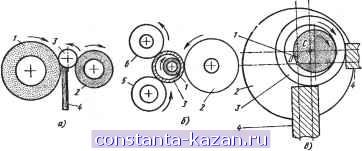 Рис. 7. Схемы бесцентрового шлифования: й-наружного; б - внутреннего с опорным и прижимным роликами рабочий круг: 2 - ведущий круг; 3 - деталь; 4 - опорный нож; 5 - поддерживающий ролик, 6 прижимной ролик; в - внутреннего на неподвижных башма ках: / - рабочий круг; 2 - магнитная планшайба; 3 - деталь; 4 - башмаки Рис. 8. Схема регулирования опорного ножа и установки детали на бесцентрово-шли-фовальном станке Рис. 9. Номограммы: а - для определения высоты h установки детали и смещения правящего инструмента; 6 - для определения бокового зазора е между кругом и опорным ножом; виды шлифования: .,4 - предварительное; комбинированное; В - чистовое; а = ф Смещение дермаВки с прабящим инструментом 1 2 3 S е 7 S S hc,MM d,MH  0,2 В
ISO WB % 720 100 - SB I 60 4В  It 6 S 10 1211) IB 1Sh,MM Высота установки dema/iu над линией центров щим), прижимным и ведущим роликами (рис 7, б) При шлифова нии деталей диаметром менее 30 мм опорный ролик заменяют опорным ножом. Разновидность схемы - бесцентровое внутреннее щлифование на неподвижных башмаках (рис. 7, в). Магнитная планшайба, укрепленная на конце шпинделя передней бабки станка, служит торцовой опорой детали и передает ей крутящий момент. Шлифовальный круг и обрабатываемая деталь вращаются в одном направлении. Для прижима детали к башмакам центр С детали смещается относительно центра О планшайбы на 0,1-0,5 мм. Способ применяют для шлифования колец подшипников, поршневых колец и других подобных деталей массового производства. Смещегше осей детали и правящего инструмента. При бесцентровом шлифовании смещений h, hy и оси заготовки, ножа и положения правящего инструмента относительно линии центров кругов (рис. 8) определяют по номограмме (рис. 9, о) и формуле й, = d/2 [(1 - sin ф)/со5 ф] - й -I- е tg ф = Kd/l -h + /С,е, где rf -диаметр шлифованной детали, мм; ф - угол скоса опорной поверхности ножа, ...°; К к Ку - коэффипиенты (табл. 9); е - боковой  Рис. 10. Схема плоского шлифования : а - переферией круга с поперечной подачей; б - торцом круга поп зазор между шлифовальным кругом и плоскостью ножа (см. рис. 8), определяемый по номограмме (см. рис. 9, б). 9. Коэффициенты К к
Плоское шлифование применяют для обработки плоскостей периферией или торцом круга на станках с прямолинейным возвратно-поступательным или вращательным движением стола (рис. 10). Шлифование периферией круга является более универсальным видом обработки плоскостей, пазов и уступов длинных заготовок с жесткими требованиями по плоскостности в мелкосерийном и серийном производстве. Шлифование торцом круга - высокопроизводительный процесс, применяемый преимущественно в массовом производстве, в том числе для обдирочных работ с большим съемом металла (обработка литых заготовок, постоянных магнитов и др.). При этом целесообразно применять абразивные сегменты, закрепленные в сегментной головке, исключающей прижоги при шлифовании больших поверхностей. Разновидностью плоского шлифования является профильное шлифование фасонным кругом зубчатых реек и секторов, замковой части лопаток турбин, фасоннных резцов и т. п. При серийном производстве отклонение формы не превьппает 0,002 мм на длине / = 200 мм при ширине заготовки b < 0,2/. Режимы резания при круглом наружном и внутреш1ем, плоском и бесцентровом шлифовании, а также при зубо- и резьбошлифовании приведены в табл. 10, достигаемые шероховатость поверхностей Ra и коэффициент шлифования К при использовании кругов со стандартизованными характеристиками (по ГОСТ 2424 - 83) - в табл 11 Коэффициент K=WJW, где -объем снятого металла, ммЗ; W - объем изношенной части шлифовального круга, ммЗ. Глубинное шлифование, как круглое, так и плоское, целесообразно применять при больших неравномерных съемах металла (от 0,5 до 5 мм и более на проход) и шлифовании деталей из труднообрабатываемых |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |