 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 [ 260 ] 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Рис. 4. Приспособление с делительным диском для точной заточки фрезерных головок: а - общий вид; б - конструкция 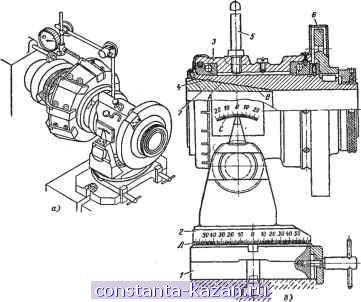 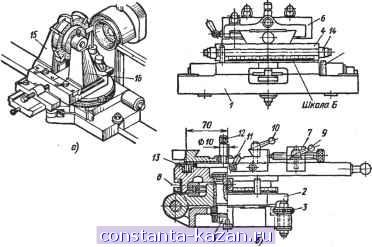 Рис. 5. Приспособление для заточки и доводки зубьев фрез по радиусу: а - общий вид; б - конструкция 4. Проверяемые параметры и средства измерения режущих инструментов Проверяемый параметр Средства измерения Биение зубьев многолезвийного инструмента (в том числе зубьев фрез) проверяют по главной, переходной и торцовой режущим кромкам Соответствие углов требованиям чертежа Размеры ленточек и фасок Прямолинейность режущих , кромок Качество доводки верщииы резцов по заданному радиусу и сопряжению вершины с главной и вспомогательными кромками Шероховатость передней и задних поверхностей Приборы ПБ-200М, ПБ-500М, ПБ-1400М для проверки изделий на биение в центрах. Наибольший диаметр проверяемых инструментов 150, 250, 290 мм. Индикатор с ценой деления 0,01 или 0,002 мм. Приборы К10-15 и К10-16 для контроля радиального биения сверл. Проверяемые размеры : диаметр 10 - 20 мм сверл с цилиндрическим хвостовиком и диаметр 6 - 31,5 мм сверл с коническим хвостовиком Морзе 1 - 3. Наибольшая длина сверл 300 мм Прибор типа 2УРИ для измерения углов многолезвийного режущего инструмента. Маятниковый угломер типа ЗУРИ-М. Прибор типа ПКР для контроля углов призматических резцов. Прибор типа К60-6 для контроля переднего угла у метчиков. Прибор типа К10-17 для контроля угла при вершине и симметричности заточки сверл. Прибор КЗЗ-5 для контроля геометрии концевых фрез с коническим хвостовиком. Прибор КЗЗ-4 для контроля концевых фрез с цилиндрическим хвостовиком Инструментальный микроскоп. Ширину доведенных ленточек у зубьев многолезвийного инструмента следует проверять в процессе заточки и доводки с помощью микроскопа типа МИР-2, установленнного на столе универсально-заточного станка Инструментальный микроскоп, проектор или лекальная линейка Инструментальный микроскоп при увеличении в 30 раз Профилометр. Поверхности инструментов сравнивают с образцами (эталонами). Материал образцов должен соответствовать материалу проверяемого инструмента. Сравниваемая поверхность должна бьггь обработана Проверяемый параметр Средства измерения Острота режущих кромок (радиус округления режущих кромок) Наличие прижогов у инструментов из быстрорежущих сталей Наличие трещин теми же методами, какими обрабатывается поверхность контролируемого инструмента. В спорных случаях шероховатость поверхностей инструмента проверяется профилометром-про-филографом Микроскоп Лишшка с помощью дополнительного неподвижного перекрестия. Методом светового сечения, а также с помощью сканирующего электронного микроскопа и др. Визуально и в спорных случаях - по наличию остатбчного аустенита Лупа. В спорных случаях - с помощью методов люминесценции или красок фрезу в строго определенном положении, отпадает необходимость в упоре. Фреза устанавливается так, что вращение круга при заточке и доводке происходит на пластинку твердого сплава. Каждый зуб фрезы затачивается окончательно по индикатору, установленному на приспособлении. Этим устраняется влияние износа круга на биение режущих кромок и достигается точная заточка всех зубьев. Специальное приспособление для заточки и доводки зубьев фрез по радиусу представлено на рис. 5. На цапфах основания 1 приспособления смонтирована плита 2. Винт 3 служит для подъема плиты 2 с отсчетом по шкале А. Каретка 4 поворачивается на шариковых подшипниках и крепится к плите 2 пальцем 5. Каретка 4 имеет шкалу Б, градуированную на 360°. Т-образные пазы 8 в каретке служат для установки ограничителей длины по радиусу каждого зуба фрезы. На каретке 4 закреплены суппорт б и подвижная планка 7. Штифт 12 является осью вращения суппорта с кареткой на плите. Рукоятки 9-11 предназначены для крепления кронштейнов 15 и 16 при настройке нужного положения. Настройка при заточке и доводке зубьев дисковых фрез по радиусу осуществляется с помощью плиток (плоскопараллельных мер). Размер плиток равен Djl-R, где D - диаметр фрезы, R - радиус закругления вершины зуба. Суппорт 6 устанавливают относительно оси поворота каретки 4 по контрольному штифту 12, вставленному в отверстие втулки 13. Настройку при заточке радиуса вершины зуба торцовых и концевых фрез проводят подобно настройке дисковых фрез с применением |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |