 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 [ 271 ] 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Рис. 5. Схемы обработки бесконечными лентами: а - на свободной ветви ленты; б - на свободной ветви ленты с опорным роликом; в - с поджатием ленты к обрабатываемой поверхности заготовки при помощи контактного ftij ролика; / - обрабатываемая зато- ffj, товка; 2 - лента; 3 - приводной ролик; 4 - натяжной ролик; 5 - . опорный ролик; б - контактный jj ролик а) 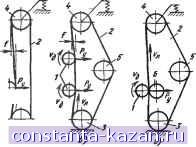 НОЙ связке Р1 - 140 ммЗ/мин. Достигаемая шероховатость поверхности До = 0,63-г0,080 мкм и точность размера 7-11-й квалитет. По данным МПО ЗИЛ , алмазные ленты длиной до 2 м на связках Р1, Р4 и Р9 применяют для полирования кулачков распределительных валов пальцев крестовин и шеек коленчатых валов со снятием припуска 0,001-0,004 мм на диаметр. В последнем случае за 20 - 30 с обработки шероховатость поверхности уменьшается с Ra = - 0,32 -=-0,16 мкм до = 0,16 0,08 мкм, стойкость алмазной шкурки сос1авляет 30-50 тыс. коленчатых валов. Алмазная лента длиной 65 мм заменила 60-100 м применяемой ранее абразивной ленты. Стойкость алмазной шкурки в 1000 раз превышает стойкость абразивной шкурки. Алмазное ленточное шлифование успешно заменяет суперфиниширование. При обработке кулачков и шеек распределительных валов один комплект алмазной шкурки (длина шкурки 65 мм) заменил 20 - 30 комплектов абразивных брусков, причем за 30 - 40 с обработки шероховатость уменьшилась с Ла = 0,63-=- 1,25 мкм до Ra = 0,32 -=-0,16 мкм. Лучшее качество поверхности получают при обработке алмазной шкуркой с использованием СОЖ состава, %: керосина 75; машинного масла 24 и олеиновой кислоты 1. На 1 ГПЗ с целью интенсификации процесса ленточного абразивного шлифования осушествляется доводка желобов внутренних колец подшипников с шероховатостью поверхности Ла = 0,32 -г- 0,16 мкм двумя абразивными лентами в два перехода на доводочных автоматах мод. ДА-150А, ДА-100, ДА-95: на первом переходе применяют абразивную ленту зернистостью 10, на втором - зернистостью 5. Суммарное время обработки 10-12 с. Обработка осушествляется с непрерывной подачей веретенного масла с добавкой 2 - 3% олеиновой кислоты. Полирование абразивными эластичными кругами и пастами. Полированием эластичными кругами получают шероховатость поверхности до Ла = 0,16-0,010 мкм. Предварительно обработанная поверхность должна иметь шероховатость, соответственно, не ниже от Ла = = 0,32 4- 0,16 мкм до Ra - 0,080 + 0,040 мкм. Количество снимаемого в процессе полирования металла составляет 0,01-0,03 мм, скорость вращения полировальных кругов - 10 - 40 м/с. Зернистость абразивного материала, применяемого для полирования, выбирают в зависимости от вида полирования: 10 - 6 для чернового полирования и 6-4, М40 -МЮ для чистового. На поверхность эластичного круга из кожи, войлока, фетра, бязи или поропласта наносят с помощью клея или жидкого связующего вещества слой абразивных зерен или слой полировальной пасты. Для полирования деталей из труднообрабатываемых материалов - твердых сплавов, керамики, ситалла, кремния, кварца - применяют алмазные пасты с зернистостью алмазного порошка 60/40- 1/0 с нормальной (Н), повыщенной (П) и высокой (В) массовыми долями алмазов (по ГОСТ 25593 - 83). По смываемости алмазные пасты бывают водоразбавляемые В (смываемые водой), жировые О (смываемые органическими растворителями) и универсальными ВО (смываемые водой и органическими растворителями). Водорастворимые алмазные пасты и суспензии применяют для обработки на жестких полировальниках с полиамидным покрытием толщиной 0,05 - 3 мм кристаллов рубина и керамических деталей. Одним из перспективных видов эластичных абразивных инструментов являются лепестковые круги, представляющие собой цилиндрический корпус с закрепленными по его периферии или торяду лепестками абразивной или алмазной шкурки. С помощью лепестковых кругов на наружных и внутренних поверхностях обрабатываемых деталей может быть достигнута шероховатость = 0,080+ 0,040 мкм. Струйно-абразивная обработка применяется либо для очистки поверхностей заготовки, либо для снижения шероховатости внутренних и наружных поверхностей, как правило, сложной формы - отделка фасонных поверхностей штампов и пресс-форм, очистка отливок, декоративное полирование поверхностей под гальваническое покрытие. Струйно-абразивная обработка осуществляется зернами абразивного материала (зернистость 40 -М5), введенными в струю жидкости или газа, подаваемую под давлением на обрабатываемую поверхность. Выбрасываемые из сопла форсунки вместе с жидкостью (газом) абразивные зерна с большой скоростью (50 м/с и выше) ударяются об обрабатываемую поверхность, срезая на ней микронеровности, оставленные после предшествующей обработки. В целях повышения эффективности струйно-абразивной обработки (полирования) применяют распыление струи жидкости сжатым воздухом (скорость струи достигает 70 - 90 м/с). На эффективность обработки оказывает большое влияние род абразивного зерна, зернистость, угол а атаки струи (угол, под которым струя направлена на обрабатываемую поверхность). В качестве абразивного материала применяют зерна электрокорунда и карбида кремния. Очистку литых заготовок из легких сплавов производят гранулированным кварцевым песком. Режущая способность абразивной струи зависит от угла атаки а, соотношения твердой и жидкой со-ставляюших струи, марки абразивного материала и его зернистости. Для подачи струи рабочей жидкости на обрабатьшаемую поверхность под давлением (400 - 800 кПа) применяют форсунку, в которую поступает сжатый воздух, распьшяющий жидкость по полируемой поверхности. Наибольший съем обрабатываемого материала обеспечивается при углах атаки = 30-45°. Для снижения шероховатости обработанной поверхности а уменьшают до 15 - 20°. Для интенсификации процесса обработки и снижения шероховатости поверхности струи рабочей жидкости подают навстречу друг другу из сопел двух или нескольких форсунок. Для операций очистки и снятия заусенцев обычно применяют абразивный материал зернистостью 40-10, а для полирования поверхностей-зернистостью М20 -М5. Соотношение массовых долей жидкой и твердой составляюших рабочей жидкости колеблется от 4:1 до 1:1. В качестве жидкости обычно применяют содовую эмульсию. Струйно-абразивная обработка внутренних поверхностей состоит в прокачивании под давлением рабочей жидкости. Виброабразивная обработка деталей. Вибрационные методы абразивной обработки применяют для очистных, отделочных и шли-фовально-полировальных операций. Обработка осушествляется в вибрационных барабанах и камерах - контейнерах, в которые загружают заготовки и абразивные наполнители (рабочая среда). Барабану или камере сообщают вибрации в двух или трех направлениях (рис. 6). Вибрационная абразивная обработка в зависимости от состава рабочей среды представляет собой механический и химико-механический процессы удаления частиц обрабатьшаемого материала, сглаживания микронеровностей путем пластического их деформирования абра-зивньпми частицами рабочей среды. Вибрационную камеру устанавливают на пружинах и сообщают ей, например, с помощью инерционного вибратора (от вращающегося вала с несбалансированными грузами), колеба- -г-............ тельные движения в разных направлениях с частотами колебаний 900 - 3000 кол/мин и амплитудой 0,5 - 9 мм. Обрабатываемые заготовки и рабочая среда совершают относительные перемещения с переменными по величине и знаку ускорениями. Рабочая среда и заготовки участвуют в двух Рис. 6. Схема вибрационной установки: 1 - рабочая камера; 2 - пружина; 3 -инерционный вибратор; 4 -груз; 5-основанне; 6 - ленточная пружина  Ж /JO |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |