 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 [ 301 ] 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 смещение оси оправки При окончательном проходе (рис. 7,6) радиальный вылет инструмента = -2- в формулах: di - заданный диаметр обрабатываемого отверстия; t - припуск на обработку; t = 0,5(2 - di), где d\ - диаметр отверстия после подготовки его под растачивание. 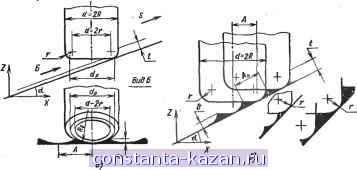 Рис. 4. Фрезерование наклонного участка поверхности: а - вдоль наклонного участка; б - поперек наклонного участка 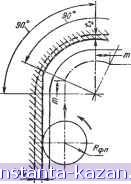 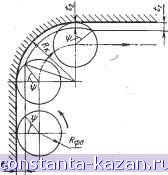 Рис. 5. Распределение припуска при фрезеровании вогнутого сопряженного участка контура 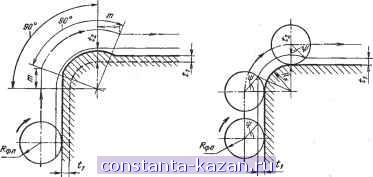 Рис. 6. Распределение припуска при фрезеровании выпуклого сопряженного участка контура  Рис. 7. Распределение припуска при растачивании отверстий: о. - предварительный проход; б - окончательный проход В состав программы на языке САП ЕС входят два раздела - раздел данных и раздел процедур. Раздел данных составляют из описаний геометрических элементов: точек, прямых линий и дут окружностей в выбранной системе координат, а также ряда технологических данных об инструментах, подача;-;, частотах вращения щпинделя и т. д. В разделе процедур приводят описание траектории движения центра инструмента, а также необходш-гую последовательность команд управления станком (смена инстру\1ента, включение и вьпслючение охлаждения и т. д.). Языком САП ЕС является специальный мнемоничеас:.1Й язык, представляющий собой сокращенные определенным образом слова русского языка, а также некоторые матемапгческие обозначения. Словарь языка приведен в табл. 8. Основной частью раздела данных являются принятые в данном языке способы задания точек, прямых и окружностей (табл. 9-И) и их обозначения, по числу способов задания которых система САП ЕС является одной из наиболее развитых и современных (табл. 12). Наиболее важная часть раздела процедур - макропроцедуры и операторы технологических циклов. Пример применения системы САП ЕС для расчета управляющей программы обработки кулачка (рис. 8). Контур кулачка состоит из сопряженных дуг окружностей и участка спирали Архш-геда с начальным радиусом 57 мм и конечным 62 мм. На рис. 9 показана траектория перемещения инструмента с учетом его смены при обработке контура в два прохода на станке СФП-500. Обозначения, присвоенные геометрическим элементам, необходимым для описания программы расчета, траектории перемещения инcтpy!eнтa, показаны на рис. 10. Для расчета траектории при обработке участка спирали Архимеда в данном случае можно использовать макропроцедуру Спираль Архимеда , которая является одной из типовых макропроцедур системы САП ЕС. На риа 11 показана запись программы расчета на язьже САП ЕС. Номера строк в системе САП ЕС не записывают. В данном случае они проставлены для упрощения рассмотрения примера. В строке 1 записано обозначение программы, в строке 2 - условное обозначение станка с ЧПУ (мод. СФП-500), в строке 3 -комментарии: название детали, номер детали и фамилия программиста. В строках 4 и 5 заданы точки ТК1, ТК2 и ТКЗ с помощью числовых значений координат X и У. В строке 6 заданы точки ТК4 и ТК5 как точки пересечения ПР1 и ПР2 соответственно с КР1 и КР2 с указанием (БУ), что это именно те точки, у которых большее значение координаты У. В строке 7 задана прямая ПР1, проходящая через точку ТКЗ под углом -н67° по отношению к оси X, в строке 8 - прямая ПР2 как параллельная прямой ПР1. Прямая ПР2 расположена на расстоянии 3 мм от ПР1 и так, что значение координаты X ПР2 больше. Кроме |
||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |