 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 [ 303 ] 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 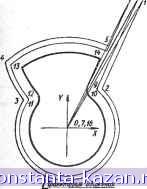 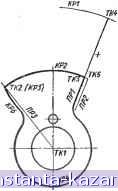 Рис. 9. Траектория перемещения инструмента Рис. 10. Эскиз расчетно-техно-логической карты В строках 12-18 записан участок процедуры для первого прохода. В строке 12: НУ1 - начало первого участка процедуры, 1. ПРОГРАММА = 1; 2. СТАНОК = 00022; 3. * КУЛАЧОК - 1004А - 2/КУЛАКОВА; 4. ТК1 = О, 0; ТК2= -37.13497, 43.24343; 5. ТКЗ =25.1818, 56.65578; 6. ТК4 = БУПР1, КР1; ТК5 = БУПР2, КР2; 7. ПР1 =ТКЗ, Б/67.; 8. ПР2 = БХ ПР1, R/3; ПРЗ = ТК1, ТК2; 9. КР1 = О, 0. 115; КРЗ = ЦТК2, R/0; 10. КР2 = О, О, 62; КР4 = О, О, 30; П. КР6 = 38.64133, 84.14824, 86.11186; ! 12. НУ1; N/250; S/999; ТК1; ТК4; -i-KZOl; 13. Z/-471; Р/11; ФР -; S/40; ПР1; БУТК; 14. R/10; -КР4; МХТК; R/10; -КР6; -КРЗ; 15. БУТК; ДОПРЗ; МАКРО/СПИРАЛЬ (FH = F/130.6541; 16. RH = 57; RK = 62; FK = F/66.0363; 17. ШАГГ = F/1.); ТКЗ; ТК5; S/999; 18. ФРО;ТК4; -KZ01; Z/471; ТК1; КУ1; 19. НУ2; ОБУ1; --KZ01*-i-KZ02; Р/11*Р/8; 20. -KZ01* -KZ02; S/40* S/80; В/1; КУ2; 21. НП1; СМН01; ОБУ1; В/1; СМ02; ОБУ2; 22. В/1; КП1; ! Рис. 11. Запись программы расчета на язьнсе САП ЕС 9. Обозначение точек САП ЕС Б или т= цкро; КРО ш=прг, кро^З- т=б/зааооо, кт; ткг=Б/-тооо, к/5; Y т ткитг, тко; ТК1=ПР1, прг; (гкг т=тг, ПРО; ш т=кр1, крг; TKZ=nYKP2,KP3; т-Бгкрг,крз; крг TKITKO, Б/200000: ТК2=ТК0, Б1-200000; Ш го/тко -20° т=тко,х/ю, Y/5; т т=ТК0, R/tO; ткг=тко. к/-5; TKt=cv про.т.к/ю; Ш'Ш ПР0,ТК0./!/5; ЛТК2 т=тз.по.1!/г. пмикз. т.Б/ЗООООО; тк2Ч(Г1а.тк6,с/-г----- 600000; т ГКО feo- j- К2Х 10. Обозначение прямых САП ЕС ПР1ХЛ50, Y/1S0; ПР0=Х/15. Y/S; nPt=TK1,TKZ; ПР1=БУ ПР0, R/S; ПК=БШРО, К/Ю; ПР0-Цт,Х/20,У/К; V iY ПР1 = Х/г5; ПР1=У/10; ПР1 ПР1=/ПР0, ТКО; пп=мхтАтмхШ,ПР ег кро, т; прмккролщтт лрг=ткро. тки ПРЗ'КРО, ГК2}  ПР1=ТКО,Б/Ч30000; ПР2ТК0.Б/- Y Уко л ПР1=ВККР0, Б/ 11S0000; 0Р2К1, ПР1, S/BOOOOO; - 0Р2 П1,ПР1,еН200000; ПР2 MXKPO,l/-1SDOO0; -Гкро - nP2-lnPi, ПРО; пР1-тт,ткег; ПРЗ'ПУКРиБУШ; ПР1=1ПР2,ТКи 11. Обозначение окружностей САП ЕС кро=итко, K/w: крО=иг№, ш; KPOUm.nPO; кро-су-тлуптл/!; KP!Sr*m. 6УПР0,И/5; К№Ы*КР1.ЬГтд, R/5; КРб KPZ=TKZ,m,/t/5; КР1=тПР1, nrnPZ, R/5; к№шпР1,егпрг, кт KPi=mTm,m,R/is\ крг=ткг, т K/is; КР1 т KPlHr+KPO, т. R/rO; KPZEY4P0,n6.Rm; KPi=-№0,rr;l,R/i; ~ крг КРО m=Sy*№2,-KPI. RZ; KP3=rw*KPZ,-m, кг; №S=lir*i:PZ,*KP1. R3; - т KPtBXnPI,m.R/15; №0=MXnPl,TK1.R/IS; КРЗ=ЕУ*КРЧ,ПР1,К/3; №S=-KP1,SYnPZ, к/г; №а5ХПР1.БгпРЗ,тпрг, KPD=m. TKZ. ТКЗ; кг KPi=iKPZ. про; KPt fKf j KPtIKPZ.TKO; N/250 - частота вращения шпинделя, об/мин, S/999 - подача, мм/мнн, ТК1, ТК4 - перемещение инструмента из точки ТК1 в точку ТК4, + KZ01 - ввод коррекции по оси Z, Z/ -471 - перемещение по оси Z (мм), Р/11 - расстояние от центра фрезы до обрабатьшаемого контура (мм), ФР--дано указание, что при движении по эквидистантной траектории фреза находится слева от контура, если смотреть вдоль направления подачи, S/40 - подача, мм/мин. Запись ПР1; БУТК; R/10; -КР4; МХТК; R/10; -КР6; -КРЗ; БУТК; ДО ПРЗ; означает, что перемещение центра фрезы должно происходить эквидистантно контуру детали, образованному ПР1, дугой радиуса 10 мм, дугой окружности КР4, дугой радиуса 10 мм, дугой окружности КР6 и точкой КРЗ до момента касания фрезы с прямой ПРЗ. При этом даны указания БУТК; МХТК; и знак минус, однозначно определяющие расположение точек сопряжения элементов, составляющих контур. МАКРО/СПИРАЛЬ (FH = F/130.6541; RH = 57; RK = 62; FK = = F/66.0363; niAFF = F/1.); - форма записи макропропедуры обра- ботки участка спирали Архимеда. В скобках приведены значения , начального FH и конечного FK угловых положений радиуса-вектора спирали, длина радиуса-вектора в этих положениях RH и RK я угловой шаг расчета ШАГР. ТКЗ; ТК5; S/999; ФРО; ТК4; -KZ01; Z/471; ТК1; КУ1;-продолжение перемещения фрезы. Движение из точки ТКЗ в то жу ТК5 |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |