 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 [ 310 ] 311 312 313 314 315 316 317 318 319 Эскиз Подпрсж-рамма Обозначения формальных параметров
L18. Предварительная обработка наружной канавки L1800 N1801 G01 X-1000+R7 F500 N1802 G91 G09 Z0+R1 N1803 G90 G09 X0+R2 F0+R9 N1804 X - 1000 + R7 F500 М17 М02 N.. Z-.... N.. LlSnn Rl.. R2 . R9.. Rl - смещение для повторений. См. также п. 1 L28. Чистовая обработка наружной канавки, заданной координатой ближнего торца 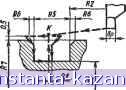 L2800 N2801 G01 G09 ХЮОО+R7 Z0+R2 F2000 N2802 G91 Z500+R6 F1000 N2803 X - 500 - R6Z - 500 - R6 F50 N2804 G90 X0+R4 N2805 G91 Z-100 N2806 G90 X1000+R7 F1000 N2807 G91 Z100-R5 T0+R0 N2808 G09 Z-500-R6 N2809 X-500-R6Z500+R6 F50 R0 - номер инструмента и дополнительного корректора; R1 - номер инструмента и основного корректора; R2 - координата торца по чертежу; R4 - диаметр канавки; R5 - ширина канавки; R6 - размер фаски; R7 - начальный диаметр. Подача в кадрах N2803 и N2809 0,05 мм/об. Ширина резца (BP) компенсируется ocHOBHbnvi корректором N2810 G90 X0+R4 N2811 G91Z-100+R5T0+R1 N2812 G90X1000+R7 FIOOO Ml? :90... L9701....... N.... L2801 RO.. R2.. R4.. R5.. R6. L31. Чистовая обработка внутренней канавки, заданной координатой дальнего торца  L3100 N3101 G01 G09 X - 1000 + R7 Z0 + R2 F2000 N3102 G91 Z - 500 - R6 F1000 N3103 Х500 + R6 Z500 + R6 F50 N3104 G90 ХО + R4 N3105 G91 Z100 N3106 G90 X - 1000 + R7 F1000 N3107 G91Z - 100 + R5 ТО + R0 N3108 G09 Z500 + R6 N3109 Х500 + R6 Z - 500 - R6 F50 N3110 G90X0 + R4 N3111 G91 Z100 - R5 ТО + R1 N3112 G90X - 1000 + R7 F1000 М17 :90.. L9401...... N.... L3101 R0.. R2.. R4.. R5.. R6.. R0 - номер инструмента и дополнительного корректора; R1 - номер инструмента и основного корректора; R2 - координата торца по чертежу; R4 - диаметр канавки; R5 - ширина канавки; R6 - величина фаски; R7 - начальный диаметр. Подача в кадрах N3103 и N3109 0,05 мм/об. Ширина резца (BP) компенсируется дополнительным корректором СПИСОК ЛИТЕРАТУРЫ 1. Гибкие производственные комплексы/Под ред. П. Н. Белянина и В. А. Лещенко. М.: Мащиностроение, 1984. 384 с. 2. Гибкое автоматическое производство/В. О. Азбель, В. А. Егоров, А. Ю. Звоницкий и др.; Под общ. ред. С. А. Майорова и Г. В. Орловского. Л.: Мащиностроение, 1983. 376 с. 3. Евгенев Г. Б. Основы программирования обработки на станках с ЧПУ. М.: Мащиностроение, 1983. 304 с 4. Козьфев Ю. Г. Промьппленные роботы: Справочник. М.: Машиностроение, 1983. 376 с. 5. Кузнецов Ю. И., Маслю А. Р., Банков А. Н. Оснастка для станков с ЧПУ: Справочник. М.: Машиностроение, 1983. 359 с. 6. Матални А. А., Дашевский Т. Б., Княжицкий И. И. Многооперационные станки. М.: Машиностроение, 1974. 320 с. 7. Пуш В. Э., Пигерт Р., Сосонкнн В. Л. Автоматические станочные системы/Под ред. В. Э. Пуша. М.: Машиностроение, 1982. 319 с 8. Сафраган Р. Э., Полонский А. Э., Таурит Г. Э. Эксплуатация станков с числовым программным управлением. Киев: Технка, 1974. 308 с. 9. Сосонкин В. Л. Микропроцессорные системы числового программного управления станками. М.: Машиностроение, 1985. 288 с. 10. Справочник по автоматизированной подготовке программ для станков с ЧПУ/Р. Э. Сафраган, Г. Б. Евгенев, А. Л. Дерябин и др.; Под общ. ред. Р. Э. Сафрагана. Киев: Технка, 1985. 320 с И. Станки с числовым программным управлением (специализиро-ванные)Д1од ред. В. А. Лещенко. М.: Машиностроение, 1979. 592 с 12. Точность и надежность станков с числовым программным управлением/Под ред. А. С. Проникова. М.: Машиностроение, 1982. 256 с. М17 - конец подпрограммы. Вызов подпрограммы (см. подчеркнутую строку в табл. 16) записывают словом с адресом L и четырьмя десятичными разрядами. В первых двух разрядах записывают номер подпрограммы, в следующих двух разрядах - число отработок подпрограммы; в данном примере - LOinn. В этом же кадре основной программы приводят числовые значения формальных параметров, причем обозначения R1, R2, R3 и R9 записывают как адресную часть слов. |
|||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |