 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 [ 54 ] 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 19. Технологичность заготовок, получаемых выдавливанием Преимущество технологичной конструкции Конфигурация выдавленной заготовки рекомендуемая нерекомендуемая  Отсутствие штамповочных уклонов упрощает конструкцию штампов, сокращает объем последующей механической обработки Введение в конструкцию внешних и внутренних радиусов закругления уменьшает износ инструмента, сокращает усилие выдавливания. Радиусы скругления следует выбирать по табл. 20 Отсутствие с1уиенча-тых поверхностей с малыми перепадами по диаметру и глубоких отверстий малого диаметра повышает стойкость инструмента  Исключение подрезов, канавок, резьб и т. д. упрощает конструкцию инструмента; возможно получение точных поверхностей под внутреннюю или наружную резьбу h<s Увеличение толщины дна или перемычки сокращает усилие в конце хода пуансона и повышает стойкость инструмента Конфигурация выдавленной заготовки 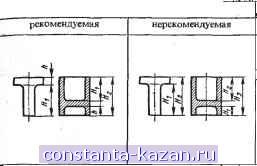 Преимущества технологичной конструкции Целесообразная простановка размеров (с заданием толщины дна или фланца) по-выщает точность размеров поверхностей, оформляемых в штампе, и упрощает последующую механическую обработку 20. Рекомендуемые радиусы закруглений (мм) при выдав.1нвании Размер детали (в плане), мм Радиусы закруглений внешние R внутренние До Св.
10 10 до 25 50 80 120 25 50 80 120 160 0,5-2,0/0,3-1,0 0,7-2,0/0,5-1,5 1,0-3,0/0,7-2,0 1,5-5,0/1,0-3,0 2,0-6,0/1,5-5,0 3,9-9,0/2,0-8,0 1,0-3,0/0,5-1,5 1,5-4,0/0,7-2,0 2,0-5,0/1,0-3,0 2,5-7,0/1,5-5,0 3,0-9,0/2,0-7,0 4,0-10,0/3,0-9,0
Токарная обработка т Введение постоянных технологических баз (центровых отверстий) позволяет повысить точность и сократить трудоемкость обработки соосных ступенчатых поверхностей; форма и размеры центровых отверстий приведены в табл. 22 - 24 Конфигурация детали рекомендуемая нерекомендуемая Преимущества технологичной конструкции Унификация канавок и выточек под уплотнения сокращает число типоразмеров канавочных резцов Применение канавок для выхода шлифовального круга стандартной формы сокращает число применяемых инструментов и число переходов, повышает производительность обработки; форма и размеры канавок должны соответствовать ГОСТ 8820-69 (табл. 25 и 26)  Замена расточки для выхода резьбообразующе-го инструмента уддине-нием глубины сверления обеспечивает применение более простого инструмента и снижение трудоемкости обработки. Форма и размеры выхода внутренних и наружных резьб должны соответствовать ГОСТ 10549-80 Целесообразная простановка продольных размеров облегчает наладку станка и сокращает трудоемкость обработки Наличие радиуса закругления повышает стойкость инструмента |
||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |