 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 [ 55 ] 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319
 1 типГ фрезерная обработка  Ограничение отношения радиуса сопряжения стенок к высоте детали определяет возможность применения более жесткого инструмента, повышает точность и производительность обработки (табл. 27)   Унификация радиусов сопряжения элементов детали сокращает число типоразмеров и смен инструмента Выбор оптимального соотношения радиусов сопряжения /г^ип и обеспечивает наибольшую торцовую поверхность инструмента и повышение производительности при обработке плоскости полки  Рациональное размещение приливов по отношению к стенкам обеспечивает снижение объема слесарной доработки   Размещение поверхностей, подвергаемых обработке, с одной стороны детали сокращает трудоемкость обработки за счет уменьшения числа установов детали 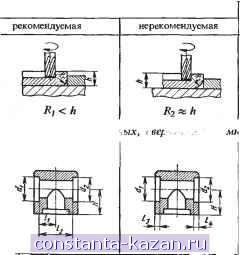 Конфигурация детали Преимущества технологичной конструкции Уменьшение радиуса закругления фланца отливки способствует повышению точности установки детали в приспособлении Обработка на расточных, сверлильных и многооперационных станках Простановка размеров от одной технологической базы обеспечивает возможность обработки двух поверхностей детали с одного установа и упрощает настройку станка  Выполнение технологических баз в виде приливов сокращает трудоемкость предшествующей обработки и повышает точность установки детали на расточной операции ш  Перпендикулярность отверстий к плоскости общего торца снижает трудоемкость обработки за счет сокращения времени на переустановку детали Технологичное исполнение детали обеспечивает улучшение условий работы инструмента на входе и выходе и способствует повьпнению точности поверхности Продолжете табл. 21 Конфигурация детали рекомендуемая нерекомендуемая Преимущества технологичной конструкции  Согласование диаметра нековки заднего торца с диаметром отверстия обеспечивает возможность выполнения операции с введением расточной оправки в отверстие при невращающемся шпинделе Шлифование и притирка Конструкция деталей со свободным выходом обрабатываемой поверхности позволяет применить наиболее целесообразную схему обработки (из нескольких возможных), повышает точность и производительность операции  Наличие канавок для выхвда инструмента или большого радиуса закругления облегчает подготовку инструмента и повышает производительность обработки   Непрерывность обрабатываемой поверхности (постоянная длина образующей) обеспечивает более высокую точность формы, так как площадь контакта детали и инструмента неизменна, а следовательно, и давление в процессе обработки остается постоянным  Наличие фасок в заготовках деталей из хрупких материалов предотвращает выкрашивание кромок при шлифовании |
||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |