 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 [ 74 ] 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 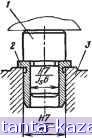 Рис. 4. Установка опоры / в корпус 3 СП через переходную втулку 2 положения заготовки - датчики, светофорные устройства. Для повышения износостойкости опоры изготовляют из сталей 20, 20Х (глубина цементированного слоя 0,8 - 1,2 мм), У7А, У8А, 45; HRC, 56 - 61; рабочие поверхности шлифуют (Ra = 0,4-5-0,2 мкм), а в ответственных случаях хромируют или наплавляют твердым сплавом. Для повышения жесткости опоры устанавливают в корпус СП с гарантированным натягом или привинчивают. Качество сопрягаемых поверхностей корпуса СП и опор повышают шлифованием или шабрением. В целях обеспечения ремонтопригодности применяют легкосменные опоры (см. рис. 4). Точность установки заготовки на цилиндрический и срезанный пальцы оценивают углом поворота от среднего положения а * arcsin [0,5 (Дц + + бо.ц + бо.о +6 .ц + 6п.о + 6 .ц + 8 .c)]/L, (1) где Дц и Дс - гарантированные диаметральные зазоры соответственно между отверстием под цилиндрический палец и цилиндрическим пальцем и отверстием под срезанный палец и срезанным пальцем; 6о ц и бд с - допуски диаметральных размеров отверстий соответственно под цилиндрический и срезанный пальцы; 6п,ц и бр - допуски Мспалнеиие 1 Нспо/шешег 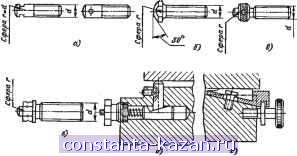 Рис. 5. Регулируемые опоры: а-винтовая по ГОСТ 4084- 68* (г = 6-ь42 мм; ii=M6-M42); б-винтовая с шестигранной головкой по ГОСТ 4085-68* (r=5-16 мм; ii=M6-M42); е-винтовая с круглой головкой по ГОСТ 4086- 68* (г = 6-=-30 мм; ii= Мб-; МЗО); г - винтовая усилешгая по ГОСТ 4740 - 68* (г = 10 - 30мм;d = 7V16 х 41 х Н -ь Гг50 х &LH);d - плунжерная;е - клиновая наружных диаметров /) и D c соответственно рабочих шеек цилиндрического и срезанного пальцев; 5 и 6 . - допуски на износ рабочих шеек соответственно цилиндрического и срезанного пальцев; L- расстояние между осями цилиндрического и срезанного пальцев. 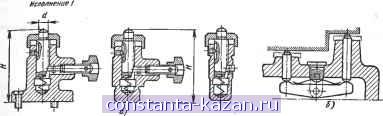 Рис. 6. Самоустанавливающиеся опоры: й-по ГОСТ 13159-67* (=10-18 мм; Я = 72-=- 130 мм); б-рычажно- плунжериая
 ю Рис. 7. Примеры установки заготовки цилиндрическими отверстиями с параллельными осями и перпендикулярной к ним плоской поверхностью с применением установочных пальцев: jllg а - цилиндрического и срезанного; б - трех срезанных 1. Базирование, базы, закрепление заготовок. Термины и определения основных понятий Термины и определения Примеры 1. Базирование - придание заготовке требуемого положения относительно выбранной системы координат 2. База - поверхность или выполняющие ту же функцию сочетание поверхностей, ось, точка, принадлежащие заготовке и используемые для базирования Поверхность - / I Сочетание поверхностен  Ось Точка  / - заготовка; I - база |
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |