 |
 |
 |
 |
|
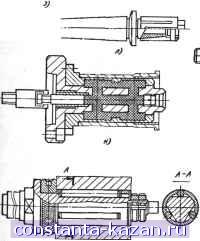
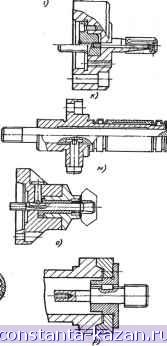
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 [ 77 ] 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 Для уменьшения угла а пальцы устанавливают на возможно большем расстоянии L, причем малая ось срезанного пальца должна лежать на прямой, соединяющей центры пальцев (рис. 7, а). При использовании трех срезанных установочных пальцев (рис. 7, б) меньшаются угол а поворота заготовки и вероятность ее заклинивания при сьеме. Однако из-за быстрого изнашивания пальцев меньше точностная надежность такой установки. Цилиндрические отверстия заготовки под установочные пальцы обрабатывают по 7-му квалитету, а перпендикулярную к осям этих отверстии плоскую поверхность - с параметром шероховатости Ra 3,2 мкм. (Стандартные опоры, установочные пальцы и другие детали для установки заготовок цилиндрическими отверстиями с параллельными осями и перпендикулярной к ним плоской поверхностью см. ГОСТ 12209 - 66, ГОСТ 12212 - 66, ГОСТ 12214-66, ГОСТ 12215-66, ГОСТ 16896-71, ГОСТ 16898-71 - ГОСТ 16901-71, ГОСТ 17776 - 72, ГОСТ 17777-72. Диапазон диаметров стандартных установочных пальцев составляет 1,6-50 мм.) При обработке валов применяют установку центровыми отверстиями (ГОСТ 14034 - 74) на центры и полуцентры. Так же устанавливают центровые оправки. Различают центры и полуцентры нормальной и повышенной точности; нормальной и усиленной серий; вращающиеся (применяются при частоте вращения заготовки более 12 рад/с); упорные (частота вращения заготовки не более 12 рад/с); упорные с конусностью 1:10 и 1:7 (применяют при работе на тяжелых и средних станках). Стандартные центры и полуцентры см. ГОСТ 2575 - 79, ГОСТ 2576-79, ГОСТ 8742-75, ГОСТ 13214-79, ГОСТ 18259 - 72, ГОСТ 18260 - 72, а некоторые нестандартные-рис. 8. При обработке колец, втулок, гильз и аналогичных им пустотелых деталей применяют установку поверхностями (внутренней вращения и перпендикулярной к ее оси плоской торцовой) на цилиндри-  Рис. 8. Нестандартные центры: о -обратный для установки вала диаметром менее 4 мм наружной конической фаской; б-срезанный для установки пустотелой заготовки внутренней конической фаской 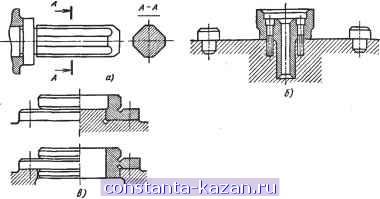 Рис. 9. Пальцы для установки заготовки цилиндрическим отверстием: о - длинным; 6 - коротким с использованием опорных штырей; в - то же. без использования опорных штырей ческие установочные пальцы (рис. 9), на оправки и в патроны' (рис. 10, 11, табл. 5). При установке на жесткий палец точность центрирования невелика и составляет Д Дц -I- бо.ц + Оп.ц -Ь 5 . [обозначения см. формулу (1)]. При обработке детали типа тел вращения устанавливают иовсрх-ностями наружной вращения и торцовой в патроны (табл. 5, рис. 11), призмы (рис. 12), втулки (рис. 13). Стандартные призмы см. ГОСТ 12193-66 - ГОСТ 12196-66, ГОСТ 16897 - 71. Предельная нагрузка (Н) на призму с углом 90° при установке стальных и чугунных заготовок составляет Q где D3 и Ъ -, соответственно диаметр базы заготовки и длина ее контакта с призмой, мм. Диапазон диаметров заготовок, устанавливаемых в стандартные призмы, D3 = 3 100 мм. Если технологическая база заготовки обработанная, применяют широкие призмы (рис. 12, а), если необработанная, - то узкие или с запрессованными штырями При установке на оправки и технологической базой. патроны торец не всегда является Рис. 10. Оправки: о - цилиндрическая центровая с буртиком; б - то же, шпиндельная; в - то же, центровая со сменными втулками; г -кулачковая фланцевая; й - коническая; е и эк-для точных работ, соответственно, по ГОСТ 16212 -70 и ГОСТ 16213-70; з - прессовая; и -с разрезной цангой центровая; к - то же, фланцевая; л - то же, шпиндельная; м - с гофрированными втулками; н - гидропластмассовая; о -цанговая; и - самозажимная; р -для установки по резьбовому отверстию (рис. 12, б, в). Призмы и втулки изготовляют из стали 20Х с цементацией ответственных поверхностей на глубину 0,8-1,2 мм и твердостью яле, 56-61. Особо крупные призмы делают из чугуна с привернутыми 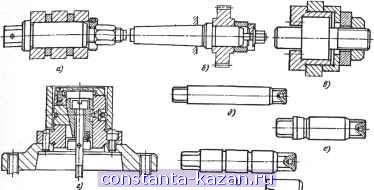
  |
|||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |