 |
 |
 |
 |
|
Главная -> Правка абразивного инструмента 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 [ 83 ] 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 При обработке массивных заготовок дополнительно учитывают силы веса, а при обработке с быстрыми перемещениями, резким торможением или реверсом - силы инерции. Ниже приведены упрощенные инженерные расчеты распространенных ЗМ Винтовые ЗМ. По заданной силе определяют номинальный диаметр d нажимного винта (рис. 15), округляя полученное значение до ближайшего большего стандартного; из условий закрепления детали определяют форму конца винта (гайки), вычисляют крутящий момент М, который необходимо приложить к винту (гайке), выбирают стандартный нажимной винт (гайку) (табл. 7). Быстродействие винтовых ЗМ повышают применением быстросъемных шайб, откидных планок, байонетных и плунжерных механизмов и др. Винтовые ЗМ - самотормозящие. Эксцентриковые ЗМ (рис. 16) обычно выполняют с круглым кулачком по ГОСТ 9061-68*. Если угол поворота кулачка у < 130°, то ход кулачка (мм) OA + 0,5(А +PJJ); если угол поворота кулачка ограничен (у < 60°), ток к (0,3 +А + PJJ) (1 - cosy), где А - ог- Подробнее см. [2,4]. d,MM
В 8 Рз,кН
10 20 W W SO 60 70 Рз,КМ.  Рис. 15. Зависимость d от силы Р, стандартных нажимных винтов СП Рис. 16. Расчетная схема эксцентрикового крзтлого кулачка клонение размера закрепляемой заготовки, мм; J = 10 2 10 Н/мм -жесткость эксцентрикового ЗМ; Рз - в Н. Округляя Рз и й до ближайших больших значений, выбирают круглый эксцентриковый кулачок (табл. 8). Клиновые и клиноплунжерные ЗМ без роликов - самотормозяшие 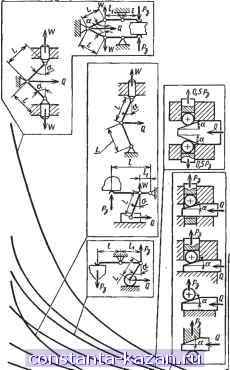   W n M к 18 a Рис. 17. Зависимость t(a) от угла клина для клиновых, клиио-плунжерных и рычаясно-шарнирных ЗМ (рекомендуемое значение угла клина а < 6 с роликами - несамотор-мозящие (а 9 °). Ход (мм) клина на приводе S (Q) = (0,6 + А + PJJ) ctg а, где А - отклонение размера устанавливаемой заготовки, мм; J - = 1000 + 3500 Н/мм - жесткость ЗМ; Рз - в Н. Сила на приводе Q = (передаточное отношение i см. рис. 17). Рычажные ЗМ являются несамотормозящими и применяются в сочетании с другими ЗМ. Сила на приводе W= lfi5PJ/li (рис. 17 и 18); ход (мм) на приводе S (W) = 0,6 + Д + PJJ, где А - отклонение размера заготовки, мм; = 1500 + 2500 Н/мм - жесткость ЗМ; Р, - в Н. В конструкциях рычажных ЗМ применяют стандартные рычаги (ГОСТ 12471-67* - ГОСТ 12476-67*); прихваты (ГОСТ 4734 - 69* -ГОСТ 4736-69*, ГОСТ 9057 - 69*, ГОСТ 9058-69*, ГОСТ 14732 - 69*, ГОСТ 14733-69*). Рычажно-шарнирные зажимные механизмы - усилители развивают увеличенную силу W=Qi (ркс. 17). Реечные ЗМ (ГОСТ 13163 - 67*) позволяют закреплять заготовку на расстоянии. ЗМ многоместные, непрерывного действия, быстропере-налаживаемые, с механизированными прихватами (рис. 19) позволяют сокращать вспомогательное время. При вращении планшайбы / (рис. 19,6) шток 2 рычажно-шарнирного ЗМ, контактирующий с ко-пирной линейкой 3, освобождает или закрепляет .заготовку 5 с помощью подвижной 4 и неподвижной 6 призм. Эксцентриковый кулачок служит для закрепления - открепления заготовки, а рычаг - для перемещений прихвата (рис. 19, г). (Количественную оценку сил закрепления заготовок в патронах и оправках см. табл. 5.) Предпочтительны механизированные приводы. СП. Наибольшее применение получили пневмопривод (табл. 9-11, рис. 20) и гидропривод (табл. 12, 13, рис. 21, 22). Инженерные расчеты нестандартных гидроцилиндров одностороннего действия можно проводить по следующим формулам: Диаметр цилиндра (мм) D = 1,13 ]/{Q + хс)/(г]р). Толкающая сила на штоке (кН) Q = (0,785£)рт1 - сх) 10 . Объем масла (м^) при подаче в полость: штоковую = 0,785 10 (D - d)l; поршневую V = 0,785- 10 d4 fc. 18. Расчетные схемы рычажных ЗМ (Рз - реакция со стороны закрепленной детали) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2026 Constanta-Kazan.ru
Тел: 8(843)265-47-53, 8(843)265-47-52, Факс: 8(843)211-02-95 |